螺杆直径(mm):
.功率(kw):
.重量(kg):
.规格外形(长*宽*高):
.膜孔直径(mm):
.螺杆数:
其他生产能力(kg/h):
.适用物料:
.看了废旧塑料造粒机的用户又看了
 留言询价
留言询价
虚拟号将在 180 秒后失效
使用微信扫码拨号
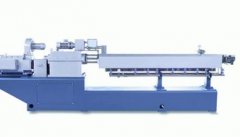
大多数的废旧塑料造粒机加热系统采用的是将多块加热片均匀的分布在主副机料筒的外壁,通过加热,热传递,使料筒的温度达到废旧塑料熔融塑化的温度,从而实现塑料从固态到液态的转化,由于加热片分组布控在主副机料筒上,根据料筒长度,分为6-12个控制区块,包括模头部分,再通过各区块不同的温度控制,实现物料塑化,一般主机的电磁加热区块温度设定相对副机要低10-30℃,副机温度普遍偏高一些,机头温度与主机温度适中。
接通电源,分区块的设置好各加热片的温度,进行料筒预热,用户要明确加工物料的熔融温度。
通过加热片传感器和数显控制面板,调节加热片的温度,加工过程中要关注加热温度变化,进行及时有效的调整,确保料筒温度稳定不变,如果加热片温度忽高忽低,则严重影响塑料颗粒的质量。
塑料造粒机加热挤出系统稳定后,查看物料挤出情况,根据出料情况,适当调节上料机、喂料机、主副机、切粒机等个设备的流速,务必协调高效。
试车过程中,需要检查挤出后的物料熔融情况,温度偏高或偏低,都将影响再生颗粒的质量,用户需要及时调整,做到温度设置。
暂无数据!
 废旧塑料造粒机的工作原理介绍?废旧塑料造粒机的使用方法?废旧塑料造粒机多少钱一台?废旧塑料造粒机使用的注意事项废旧塑料造粒机的说明书有吗?废旧塑料造粒机的操作规程有吗?废旧塑料造粒机的报价含票含运费吗?废旧塑料造粒机有现货吗?废旧塑料造粒机包安装吗?
废旧塑料造粒机的工作原理介绍?废旧塑料造粒机的使用方法?废旧塑料造粒机多少钱一台?废旧塑料造粒机使用的注意事项废旧塑料造粒机的说明书有吗?废旧塑料造粒机的操作规程有吗?废旧塑料造粒机的报价含票含运费吗?废旧塑料造粒机有现货吗?废旧塑料造粒机包安装吗? 手机版:
手机版: