流动方向:
双向连接通道:
二通驱动方式:
气动输送物料:
卸灰粉尘连接方式:
法兰材质:
不锈钢口径:
300压力:
0.6~2.5设计标准:
GB T 12239看了锻钢不锈钢高压硬密封球阀的用户又看了
 留言询价
留言询价
虚拟号将在 180 秒后失效
使用微信扫码拨号
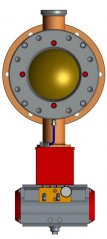
高压硬密封球阀更换阀座和密封件的方法详解:
A)、拆卸使阀处于半开位置,冲洗、清除阀体内外可能存在的危险物质。关闭球阀,拆掉两边法兰上的连接螺栓和螺母,然后将阀由管线上完全移除。依序拆卸驱动装置-执行机构、连接支架、防松垫圈、阀杆螺母、蝶形弹片、格南、耐磨片、阀杆填料。拆卸体盖连接螺栓和螺母,将阀盖与阀体分离,并拿掉阀盖垫圈。确认阀球在“关断”位置,这可以将其较容易的从阀体拿出,随后取出阀座。由阀体中孔向下轻推阀杆直到完全取出,然后取出O型圈及阀杆下填料。注意:请谨慎操作,以避免擦伤阀杆表面及阀体填料函密封部位。
B)、重新组装清洗和检查拆下零件,强烈推荐用备用零件包更换其阀座及阀盖垫圈等密封件。按拆卸的相反顺序进行组装。用规定的扭矩,交叉锁紧法兰连接螺栓。用规定的扭矩,锁紧阀杆螺母。安装执行机构后,输入相应的信号通过旋转阀杆带动阀芯旋转,使阀门至打开和关闭位置。如有可能,请在回装管道前,按相关标准对阀进行压力密封测试和性能测试。
在操作维护时应注意的几点事项,具体如下:
1、在关闭状态下,阀体内部依旧存在受压流体;
2、维修前,解除管线压力并使阀门处于打开位置;断开电源或气源;将执行机构与支架脱离;
3、必须先查明球阀上、下游管道确已卸除压力后,才能进行拆卸分解操作;
4、分解及再装配时必须小心防止损伤零件的密封面,特别是非金属零件,取出O型圈时宜使用专用工具;
5、装配时法兰上的螺栓必须对称、逐步、均匀地拧紧;
6、清洗剂应与球阀中的橡胶件、塑料件、金属件及工作介质均相容。工作介质为燃气时,可用汽油清洗金属零件。非金属零件用纯净水或酒精清洗
7、分解下来的单个零件可以用浸洗方式清洗,尚留有未分解下来的非金属件的金属件可采用干净的细洁的浸渍有清洗剂的绸布(为避免纤维脱落粘附在零件上)擦洗,清洗时须去除一切粘附在壁面上的油脂、污垢、积胶、灰尘等;
8、非金属零件清洗后应立即从清洗剂中取出,不得长时间浸泡;
9、清洗后需待被洗壁面清洗剂挥发后进行装配,但不得长时间搁置,否则会生锈、被灰尘污染;
10、新零件在装配前也需清洗干净;
11、使用润滑脂润滑,润滑脂应与球阀金属材料、橡胶件、塑料件及工作介质均相容。在密封件安装槽的表面上涂一薄层润滑脂,在橡胶密封件上涂一薄层润滑脂,阀杆的密封面及摩擦面上涂一薄层润滑脂;
12、装配时应不允许有金属碎屑、纤维、油脂(规定使用的除外)灰尘及其它杂质、异物等污染、粘附或停留在零件表面上或进入内腔。
高压硬密封球阀的维修
拥有较长的使用寿命和免维修期,将依赖以下几个因素:正常的工作条件、保持和谐的温度/压力比,以及合理的腐蚀数据
在关闭状态下,阀体内部依旧存在受压流体
维修前,解除管线压力并使阀门处于打开位置
维修前,断开电源或气源
维修前,将执行机构与支架脱离
1)、填料处得再锁紧
一若填料涵处有微泄发生,须再锁紧阀杆螺母
二注意不要锁太紧,通常再锁1/4圈~1圈,泄露即会停止。
2)、更换阀座和密封件.
A)、拆卸
一使阀处于半开位置,冲洗、清除阀体内外可能存在的危险物质.
二关闭球阀,拆掉两边法兰上的连接螺栓和螺母,然后将阀由管线上完全移除。
三依序拆卸驱动装置-执行机构,连接支架,防松垫圈,阀杆螺母,蝶形弹片,格南,耐磨片,阀杆填料
四拆卸体盖连接螺栓(5)和螺母,将阀盖与阀体分离,并拿掉阀盖垫圈(16)。
五确认阀球(3)在“关断”位置,这可以将其较容易的从阀体拿出,随后取出阀座。
六由阀体中孔向下轻推阀杆(6)直到完全取出,然后取出O型圈(8)及阀杆下填料(7)
注意:请谨慎操作,以避免擦伤阀杆表面及阀体填料函密封部位
B)、重新组装
一清洗和检查拆下零件,强烈推荐用备用零件包更换其阀座及阀盖垫圈等密封件
二按拆卸的相反顺序进行组装。
三用规定的扭矩,交叉锁紧法兰连接螺栓(5)。
四用规定的扭矩,锁紧阀杆螺母(13)
五安装执行机构后,输入相应的信号通过旋转阀杆带动阀芯旋转,使阀门至打开和关闭位置。
六如有可能,请在回装管道前,按相关标准对阀进行压力密封测试和性能测试。

暂无数据!
 锻钢不锈钢高压硬密封球阀的工作原理介绍?锻钢不锈钢高压硬密封球阀的使用方法?锻钢不锈钢高压硬密封球阀多少钱一台?锻钢不锈钢高压硬密封球阀使用的注意事项锻钢不锈钢高压硬密封球阀的说明书有吗?锻钢不锈钢高压硬密封球阀的操作规程有吗?锻钢不锈钢高压硬密封球阀的报价含票含运费吗?锻钢不锈钢高压硬密封球阀有现货吗?锻钢不锈钢高压硬密封球阀包安装吗?
锻钢不锈钢高压硬密封球阀的工作原理介绍?锻钢不锈钢高压硬密封球阀的使用方法?锻钢不锈钢高压硬密封球阀多少钱一台?锻钢不锈钢高压硬密封球阀使用的注意事项锻钢不锈钢高压硬密封球阀的说明书有吗?锻钢不锈钢高压硬密封球阀的操作规程有吗?锻钢不锈钢高压硬密封球阀的报价含票含运费吗?锻钢不锈钢高压硬密封球阀有现货吗?锻钢不锈钢高压硬密封球阀包安装吗? 手机版:
手机版: