挤出直径(mm):
定制螺杆直径(mm):
150工作温度(℃):
电议生产能力:
500自动化程度:
全自动功率(kw):
160重量(kg):
50000规格外形(长*宽*高):
28000*5500*4500膜孔直径(mm):
定制螺杆数:
单螺杆生产能力(kg/h):
500适用物料:
PE PP PVC EVA等看了塑料板材挤出机的用户又看了
 留言询价
留言询价
虚拟号将在 180 秒后失效
使用微信扫码拨号
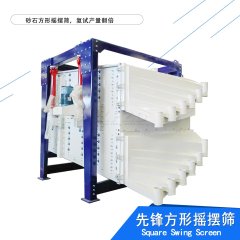
塑料板材挤出机(密炼单螺杆片材)
一:螺槽深度H即螺纹外半径于根部半径之差。根据压缩比的要求,加料段槽深大于熔融段,熔融段槽深又大于均化段。加料段螺槽深度大,有利于提高其输送能力;但槽深太深,一则使螺杆强度下降,导致螺杆在较大扭力作用下发生剪断;二则太深使塑料在槽间混合不均、搅拌不匀,影响热传导和热平衡,导致螺杆塑化能力下降。而熔融段和均化段螺槽渐浅,螺杆对物料产生较高的剪切速率,有利于筒壁向物料传热和物料的混合、塑化;但是太浅,螺槽容积减小,直接影响挤出量。7. 螺杆与机筒的间隙δ即机筒内径与螺杆外径之差的一半。螺杆与机筒间隙的大小,对挤塑质量和产量都有很大的影响,特别是对塑化起着主要作用。当螺杆与机筒的间隙太大时,尤其时均化段间隙增大,则塑料的逆流、漏流现象增加,不但引起挤出压力的波动,影响挤出量;而且由于这些回流的增加,使塑料过热,这是由于摩擦加剧的结果,这种过热,尤其发生在散热不良的环境中,往往导致塑料分解,造成塑化差、成型困难。因此,螺杆与机筒间隙一般控制在0.1~0.6mm间8.螺杆头部结构螺杆头部的形状和几何尺寸,与物料能否平衡的从螺杆进入机头,能避免滞流,以免局部物料受热时间过长而产生热分解现象等。不同形状的螺杆头,在挤塑过程中,塑料从螺杆进入机头时的流动方式也不同。从旋转运动变为直线运动,这时靠筒壁处的塑料流动慢,在中心处的流动快,根据塑料的流动状态,螺纹深度和两侧的圆弧半径可以相应变化,以适应螺杆各段的要求。螺杆头部常采用锥角较小的锥体形状,为了增加搅拌作用,可在锥体形状上制成与螺杆均化段连续的螺纹。9. 螺杆螺纹的头数在其它条件相同时,多头螺纹与单头螺纹相比,多头螺纹对物料的正推力较大,攫取物料的能力较强,并可降低塑料熔体的倒流现象。但螺纹全部都是多头螺纹时,会由于各条螺槽的熔融、均化或对熔体输送能力不一致,容易引起挤出量波动和压力波动,不利于挤出质量。所以,有时只是为了提高加料段攫取物料的能力,在加料段设置双头螺纹,以提高塑料粒子的输送能力。三、螺杆的分段及各区段的基本职能根据塑料在挤塑机中物态变化、流动情况和螺杆的基本职能来划分,大致分为加料段、塑化段、均化段。1. 加料段:又称为预热段。其职能主要是对塑料进行压实和输送。2. 塑化段:又称为压缩段,其作用是将加料段送来的塑料进一步压实和塑化,并将塑料中夹有的空气压回到加料口处排出,并改善塑料的热传导性能。3. 均化段:又称为熔融段,其作用是将塑化段已经塑化好的粘流态塑料,在温度的持续作用下,塑化的更加均匀。
二:设备配置:密炼机----提升机------锥双喂料机---------单螺杆挤出机机-----模具-----三辊压光机---------冷却导辊支架------切断机-------收卷机

暂无数据!

塑料PVC造粒生产线是一种可将物料制造成特定形状的成型机械。广泛应用于化工、石化、制药、食品、建材、矿冶、环保、印染、陶瓷、橡胶、塑料等领域。在使用过程中需要注
 塑料板材挤出机的工作原理介绍?塑料板材挤出机的使用方法?塑料板材挤出机多少钱一台?塑料板材挤出机使用的注意事项塑料板材挤出机的说明书有吗?塑料板材挤出机的操作规程有吗?塑料板材挤出机的报价含票含运费吗?塑料板材挤出机有现货吗?塑料板材挤出机包安装吗?
塑料板材挤出机的工作原理介绍?塑料板材挤出机的使用方法?塑料板材挤出机多少钱一台?塑料板材挤出机使用的注意事项塑料板材挤出机的说明书有吗?塑料板材挤出机的操作规程有吗?塑料板材挤出机的报价含票含运费吗?塑料板材挤出机有现货吗?塑料板材挤出机包安装吗? 手机版:
手机版: