参考价格
面议型号
板坯多模式弯月面电磁搅拌及控流系统品牌
中科电气产地
湖南样本
暂无全容积(m³):
-能耗:
-处理量:
-物料类型:
其它工作原理:
其他看了板坯多模式弯月面电磁搅拌及控流系统的用户又看了
 留言询价
留言询价
虚拟号将在 180 秒后失效
使用微信扫码拨号
产品特点
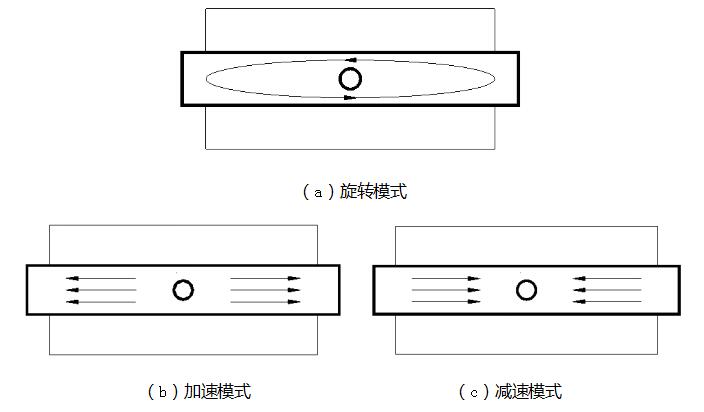
采用多磁极磁场均匀化设计理念,使得电磁场分布更加均匀,流场更加合理。每台电磁搅拌有两组独立线圈,可以控制线圈的电流、电磁力方向、频率等,实现旋转模式、加速模式、减速模式。
(1)旋转搅拌
使用情况:如中等流速进行生产时,在结晶器内的钢水流场是一种慢双回流流场,需要加快在弯月面处的钢水流速以便向弯月面带入热量,生成均匀的保护渣层和清晰凝固前沿,防止初始凝固钩生长捕获夹杂和气泡等。此情况下需要使用旋转模式,沿板坯的水平断面,施加一个水平旋转的电磁搅拌力,活跃弯月面。
使用对象:对表面质量要求较高的(如汽车面板等)的中断面/中拉速,需要使用搅拌模式。
(2)电磁加速
使用情况:如低流速进行生产时,结晶器内的钢水流场会弱化为单回流流场或不稳定流场,从而产生氧化铝基和保护渣基的表面/皮下/内部夹杂物缺陷,弯月面温度也会偏低。需要加速流场转变成双回流流场。此情况下需要使用电磁加速模式,沿板坯的宽度方向,施加一个与水口流出的钢流方向相同的电磁搅拌力,以加快钢水流速
使用对象:高合金钢/高碳钢,或大断面/低拉速,需要使用加速模式。
(3)电磁减速
使用情况:如高拉速/高通钢量时,结晶器内的钢水流场是一种强双回流流场,必须要降低弯月面处的钢液流速以免弯月面不稳定或波动,造成保护渣卷渣。此情况下需要使用电磁减速模式,沿板坯的宽度方向,施加一个与水口流出的钢流方向相反的电磁搅拌力,以降低钢水流速。
使用对象:低碳/低合金钢、或小断面/高拉速,需要使用减速模式。
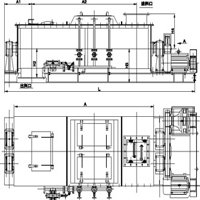
产品构成
铁芯、线圈、磁屏蔽装置、液压装置、吊具支架等
安装位置
板坯结晶器区
应用效果
(1)减少针孔缺陷:采用M—EMS时,铸坯的针孔密度指数大幅度地由未用M—EMS时的1.0降至0.05。
(2)减少了夹杂物:在铸坯皮下(距表面10mm以内)区域不仅夹杂物明显减少,且没有100um以上的大型夹杂物;即便是对于尾坯或重接坯等易聚集夹杂物的部位,也可以达到稳定浇铸部位的较清洁的水平。
(3)减少表面纵裂:由于铸坯在结晶器内宽度方向的温度不均及初始坯壳厚度不均,坯表易产生纵裂,特别是含C量为0.10%~1%的低C钢更是如此。采用M—EMS均匀了弯月面部位的温度场,减少了延迟凝固部位,均匀了坯壳厚度,使板坯表面的纵裂指数降为原来的1/4。
(4)稳定了连铸操作:采用M—EMS将警报拉漏的结晶器表面异常信号发生频率指数降为原来(不用M—EMS)时的1/9~1/10,从而实现了稳定的连铸操作。这是由于此时流经凝固坯壳界面的钢流稳定了铸坯初期凝固状态,减弱了来自水口的偏流的有害影响。
(5)提高了钢材质量:为了满足汽车外板用钢对轻量化(既薄又强度高)、流线型设计(加工性优良)要求,采用M—EMS能高效地生产表面清洁、少缺陷铸坯;将铸坯轧前火焰清理量减少40%,表面裂纹不合格率减少50%;缩短尾坯切取长度,提高了成坯率。
典型用户
宝钢、沙钢、迁钢、武钢等。
暂无数据!
 板坯多模式弯月面电磁搅拌及控流系统的工作原理介绍?板坯多模式弯月面电磁搅拌及控流系统的使用方法?板坯多模式弯月面电磁搅拌及控流系统多少钱一台?板坯多模式弯月面电磁搅拌及控流系统使用的注意事项板坯多模式弯月面电磁搅拌及控流系统的说明书有吗?板坯多模式弯月面电磁搅拌及控流系统的操作规程有吗?板坯多模式弯月面电磁搅拌及控流系统的报价含票含运费吗?板坯多模式弯月面电磁搅拌及控流系统有现货吗?板坯多模式弯月面电磁搅拌及控流系统包安装吗?
板坯多模式弯月面电磁搅拌及控流系统的工作原理介绍?板坯多模式弯月面电磁搅拌及控流系统的使用方法?板坯多模式弯月面电磁搅拌及控流系统多少钱一台?板坯多模式弯月面电磁搅拌及控流系统使用的注意事项板坯多模式弯月面电磁搅拌及控流系统的说明书有吗?板坯多模式弯月面电磁搅拌及控流系统的操作规程有吗?板坯多模式弯月面电磁搅拌及控流系统的报价含票含运费吗?板坯多模式弯月面电磁搅拌及控流系统有现货吗?板坯多模式弯月面电磁搅拌及控流系统包安装吗? 手机版:
手机版: