生产能力:
-空气速度:
-输送能力:
-输送距离:
-工作原理:
其他看了多绳落地式摩擦提升机的用户又看了
 留言询价
留言询价
虚拟号将在 180 秒后失效
使用微信扫码拨号
多绳落地式摩擦提升机更换提升钢丝绳的工艺分析
以往更换提升钢丝绳一直采用新旧绳捆绑带绳法。经过工艺改良,现采用将新旧绳与变频小绞车相连接的牵引法。经现场实践证明,该工艺与新旧绳捆绑带绳法相比,工序更简单,人员作业时间短,更换钢丝绳能够一次到位,而且在更换过程中,新旧钢丝绳始终能处于受力状态,可以防止绳子打扭现象,确保提升立井更换钢丝绳时的安全操作,具有一定推广意义。
目前,矿井煤炭的赋存条件使得煤矿的开采深度在逐步延伸,煤矿建设和高产高效工作面的日益增加,使得矿山机械装备越来越趋于大型化,在大型的井工型煤矿中,矿井的主副井提升设备大多采用了多绳落地式摩擦提升装备,依靠提升钢丝绳与滚筒衬垫间的摩擦力实现提升和下放重物的功能。钢丝绳是提升系统中的主传动元件,在使用过程由于疲劳、断丝、磨损、锈蚀等原因,强度逐渐降低。根据《煤矿安全规程》规定,当断丝、磨损或使用年限超
过要求时须及时更换。主副井提升高度均在500 m 以上,投运后已进行了数次提升钢丝绳的更换,根据使用检修装备和更换工序的主要特点,采用了两种不同的工艺,一种为新旧绳捆绑提升机带绳法,另一种为新旧绳连接小绞车牵引法。这两种换绳工艺均已得到成功地运用。
1 新旧绳捆绑提升机带绳法
该工艺主要是先将新旧钢丝绳捆绑在一起,与提升容器共同慢速下放直至另一容器到达井口后,停止提升机,然后更换井口水平至绞车房的钢丝绳。更换完成后,再反向开动提升机,逐步拆除井筒中旧绳,提升容器至井口后,将楔形连接装置中桃型环绳头部分进行更换。具体施工工艺流程为:
1) 将提升机2#提升容器开至适当位置,将回住绞车钢丝绳分4 次( 与绳的数相同) 穿过上天轮上固定的滑轮从绞车房出绳口到达绞车房内。
2) 用绳卡将回柱绞车钢丝绳与新钢丝绳固定后,分别将4 根新钢丝绳拖至井口。
3) 将每根新钢丝绳与每根旧钢丝绳用15 副绳卡固定。
4)0.5 m/S 的速度沿2#提升容器向下的方向开动提升机。
5) 每隔10 m 用小板卡将每根新旧绳进行捆绑固定,保证新旧绳的同时下放; 每隔20 m 用大板卡将8 根绳固定,防止绳在井筒中打扭。
6) 依次按上述方法开动提升机,直至1#提升容器开至井口乘人位置,闭锁提升机。利用锁绳器将井下的提升容器及新旧绳完全锁住,将井口容器进行上起吊提约1. 5 m,用工字钢穿过容器,固定在井口锁口梁上。
7) 将提升容器楔型连接装置顶部油缸中的油放尽,直至4 根钢丝绳全松动,首绳连接装置不受力时,逐个将旧钢丝绳头从连接装置中取出。
8) 利用井口回柱绞车牵引,将井口至提升机房的旧钢丝绳逐条进行拆除,同时将新绳沿井口、天轮、出绳孔、滚筒、出绳口、天轮、井口顺序牵引到位,新绳穿过桃形环,固定牢固。
9) 将新绳入位,进入绳槽后,按调绳工艺,取出井口工字钢并向油缸中打油,使四根钢丝绳张力实现自动平衡。
10)以≤0. 5 m/s 的速度缓慢开动提升机,同时在车房回收旧绳。当提升机开至绳卡位置时,在井口拆卡。
11) 当2#提升容器开至井口位置时,将提升容器固定在井口,拆除新旧钢丝绳固定绳卡,逐个将旧钢丝绳头从连接装置中取出换成新绳。
12) 拆除工字钢,全部回收旧绳,取出井口工字钢并向油缸中注油,4 根钢丝绳张力达到平衡。更换钢丝绳作业完毕。
2 新旧绳连接变频小绞车牵引法
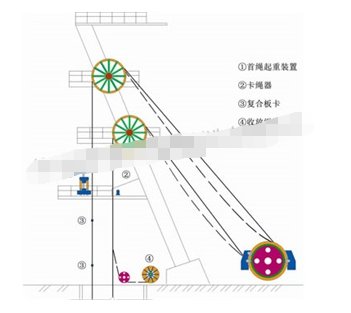
与上述工艺不同的是,该工艺主要是依靠井上井下的辅助小绞车为动力,提升机和提升容器在井筒中均闭锁不动,先将一根旧钢丝绳的两端从连接装置拆开,新、旧钢丝绳在井上牢固连接,利用井口16t 低频小绞车和井下专用小绞车共同牵引,将旧绳下放至井底回收,新绳下放至井筒,到位后连接新绳与楔型连接装置。一根钢丝绳更换完毕后,再利用
相同工序更换其它钢丝绳,一个工序更换一根,直至4 根钢丝绳全部更换完毕。
2.1 施工前主要准备工作
1) 在地面选择合适位置,安装16 t 小绞车,并配套变频控制系统和制动闸,使绞车的运行速度、方向处于安全可控状态。
2) 准备好检验合格的4 根新钢丝绳,在稳车上缠绕好第1 根与旧绳捻向相同的新钢丝绳绳。按照捻向排列好的其它新钢丝绳放置在井口待用。
3) 井底安装4 台旧绳回收车及配套电气设备,每台收绳车上缠13 mm 的钢丝绳长50 m。
4) 准备好钢丝绳卡,滑轮、锁绳器、对讲机、倒链等其它工具。
2.2 施工工艺流程
1) 将提升机1#提升容器悬挂装置在上井口打压后开始下放,将2#提升容器升至楔型连接装置处高出作业平台1. 5 m 后,停车并闭锁。
2) 用11. 4 kW 的小绞车将新绳绳头引至楔型连接装置上方,将新、旧绳用5 副钢丝绳绳卡连接。
3) 将旧绳在卡连接处下方200 mm 位置割断,然后在绞车房将旧绳从绳槽内移出。
4) 井下作业人员,将对应旧绳绳头从楔型连接装置桃形环内移出,并和旧绳回收车的钢丝绳连接。
5) 用变频控制的小绞车控制,慢速下放新钢丝绳至井筒中。井下工作人员同步回收旧绳至井底专用回收滚筒上。由专人在天轮、车房、井口、井下监护钢丝绳的牵引情况。
6) 井筒中新绳到位后,距离搭接位置200 mm位置割断新绳,并将新绳穿入楔型连接装置,用板卡固定。
7) 在提升机房将新绳移入绳槽,然后在井口进行调绳完毕后,将新绳穿入楔型连接装置桃形环,固定。
8) 按以上同样工序更换其它3 根首绳。
3 工艺分析比较摩擦式提升机钢丝绳的更换工作是多工种、多地点,多人员联合作业,无论是那一种方法均必须有良好的劳动组织和施工作业准备,并要求任何一处的作业人员必须了解全部的作业工序,确保不能平行作业。在进行新旧钢丝绳的连接时必须保证连接质量,确保各处的钢丝绳卡的螺栓紧固必须完全符合要求,杜绝井筒中发生坠绳等较大恶性事故发生。在所有钢丝绳与其它磨损的部位提前垫好橡胶皮,在钢丝绳打卡处,U 型部分在新绳一侧,以充分保护钢丝绳不受损伤。在更换钢丝绳过程中,为严格防止钢丝绳捻向松动,捆绑法主要靠新旧绳每隔10 m使用绳卡防扭,而牵引法则在首尾打卡,靠钢丝绳自身受力来防止捻向松动和打扭,并另做一防转U 型板卡靠在旧绳上做安全保护。利用捆绑法更换钢丝绳时,需计算井筒中捆绑新绳及绳卡等总质量是否超过该侧提升机***静张力差,以免引起新绳带旧绳上行时“提不动”或滚筒衬垫处摩擦安全因数不足。解决此类现象的方法是: 减少本侧提升容器的质量( 平衡锤可减少配重)或在另一侧容器增加载重,以确保提升机两侧静张力差小于提升机的允许***载重差。对两种工艺进行分析比较,捆绑法工序较复杂,参与人员多,井筒和人工作业时间也较长,新旧钢丝绳打卡多,对新绳的损伤也较大。牵引法则减少了井筒中捆绑和拆除新旧绳环节,可使钢丝绳一次牵引到位,并能合理地控制井上变频绞车的速度使其略小于井底绞车速度,基本可处于同步运行状态,并可使牵引钢丝绳时,井筒中钢丝绳始终处于受力状态,也不会发生钢丝绳松捻和打扭事故发生,由于仅在钢丝绳的首尾两处打卡,不会对钢丝绳造成任何损伤。总之,经过改良后的新旧绳连接变频小绞车牵引法换绳工艺,既保证了作业人员的安全,又保证了钢丝绳在检修中不会受人为因素而引起损伤,安全性得到大幅提高。
暂无数据!
 多绳落地式摩擦提升机的工作原理介绍?多绳落地式摩擦提升机的使用方法?多绳落地式摩擦提升机多少钱一台?多绳落地式摩擦提升机使用的注意事项多绳落地式摩擦提升机的说明书有吗?多绳落地式摩擦提升机的操作规程有吗?多绳落地式摩擦提升机的报价含票含运费吗?多绳落地式摩擦提升机有现货吗?多绳落地式摩擦提升机包安装吗?
多绳落地式摩擦提升机的工作原理介绍?多绳落地式摩擦提升机的使用方法?多绳落地式摩擦提升机多少钱一台?多绳落地式摩擦提升机使用的注意事项多绳落地式摩擦提升机的说明书有吗?多绳落地式摩擦提升机的操作规程有吗?多绳落地式摩擦提升机的报价含票含运费吗?多绳落地式摩擦提升机有现货吗?多绳落地式摩擦提升机包安装吗? 手机版:
手机版: