非金属电热元件:
其他金属电热元件:
其他烧结气氛:
其他温控精度:
-最高温度:
-额定温度:
-看了氮气保护电辊道窑的用户又看了
 留言询价
留言询价
虚拟号将在 180 秒后失效
使用微信扫码拨号
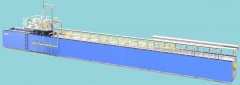
1. 莫来石砖隧道窑长度40~90米,内宽1000~1600㎜,日用瓷辊道窑长度80~150米,内宽1200~1800㎜,卫生瓷隧道窑长度160~220米,内宽1800~3600㎜。隧道窑适合氧化、还原气氛的产品。 2. 排烟系统:为更好的利用烟气的热能量,采用分散排烟方式,烟气由各排烟口经窑墙内水平烟道进入窑内垂直烟管,汇总到排烟总管由排烟风机抽出,送至成型车间干燥坯体。 3. 气幕的设定:窑顶采用不锈钢板风盒,出风与进车方向成450角,封闭气幕的风源为外界空气。 4. 燃烧系统:采用小功率多分布高速调温喷枪的布置方式,两侧垂直和水平交错排列,有利于均匀窑温和调节烧成曲线,下部喷枪喷火口对准装载制品的下部火道,上部喷枪喷火口对准装载制品的上方部分。 5. 冷却系统:制品在冷却带有晶体成长、转化的过程,并且冷却出窑,是整过烧成过程的*后一个环节。从热交换角度来看,冷却带实质上是一个余热回收设备,它利用制品在冷却过程中所放出的热量来加热空气,余热风可供干燥用,达到节能之目的。另设计车下风对窑车轮进行冷却,达到保护轴承经久耐用。 6. 输送系统:窑内铺设轨道,窑外有回转轨道和停车道修车道,窑头和窑尾各有一托车道和各有一台托车,托车可设计成手动和自动,窑头设计有液压顶车机。 7. 烧成带的温度控制:每组喷枪的的温度点:制品上枪取于窑顶,制品下火道枪取于窑壁。当相应区段温度有所变化时,热电偶取得的温度信号,将数据传送给温控表,P. I. D自动温控表将该温度与设定温度的温差转换成电流信号,通过动作电动执行器来调节气量,达到相应区域内烧成气氛和温度的稳定。 8. 预热段和冷却段的温度控制主要是通过调节排烟总闸、排烟支阀、各种气幕、抽余热总闸、支阀以及冷却风闸来实现的。所有闸板和阀门都标记有刻度线,方便调节。 9. 曲封、砂封及车封:为防止窑车动行过程中上下漏风,窑车与窑墙的曲封结构为窑墙凹进,窑车边凸出形成曲折密封;砂封为窑车裙与砂封槽之间的密封,防止冷空气不会进入窑内,热空气不会漏出窑外;车封为窑车与窑车间的密封。 10. 日常维护保养:窑车车轮轴承的保养,托车的保养,风机的保养,顶车机的保养,窑车耐火砖的维修保养都是隧道窑经久耐用必须平时要做的工作。
暂无数据!
 氮气保护电辊道窑的工作原理介绍?氮气保护电辊道窑的使用方法?氮气保护电辊道窑多少钱一台?氮气保护电辊道窑使用的注意事项氮气保护电辊道窑的说明书有吗?氮气保护电辊道窑的操作规程有吗?氮气保护电辊道窑的报价含票含运费吗?氮气保护电辊道窑有现货吗?氮气保护电辊道窑包安装吗?
氮气保护电辊道窑的工作原理介绍?氮气保护电辊道窑的使用方法?氮气保护电辊道窑多少钱一台?氮气保护电辊道窑使用的注意事项氮气保护电辊道窑的说明书有吗?氮气保护电辊道窑的操作规程有吗?氮气保护电辊道窑的报价含票含运费吗?氮气保护电辊道窑有现货吗?氮气保护电辊道窑包安装吗? 手机版:
手机版: