非金属电热元件:
其他金属电热元件:
其他烧结气氛:
其他温控精度:
-最高温度:
-额定温度:
-看了隧道窑的用户又看了
 留言询价
留言询价
虚拟号将在 180 秒后失效
使用微信扫码拨号
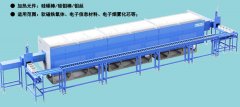
隧道窑简介:
隧道窑是连续式工业窑炉,主要用于耐火材料、卫生陶瓷、日用瓷、电瓷等产品生产。特点是产量大、能耗低、维护简单、操控简便、运行自动化。
隧道窑主要参数:
序号 | 项目 | 参数 |
1 | 长度 | 30-148m |
2 | 有效宽度 | 0.5-3.0m |
3 | 有效高度 | 0.75m |
4 | 常用热源 | 天然气、煤气、液化气、电 |
5 | 烧成温度 | ≤1300℃ |
6 | 烧成方式 | 明焰裸烧 |
7 | 控制方式 | 工控机、PLC,全自动/半自动 |
8 | 应用领域 | 耐火材料 、卫生陶瓷、日用陶瓷、电瓷等 |
隧道窑是由耐火材料、保温材料和建筑材料砌筑而成的在内装有窑车等运载工具的与隧道相似的窑炉,是现代化的连续式烧成的热工设备。
隧道窑广泛用于陶瓷产品的焙烧生产,在磨料等冶金行业中也有应用。其中俄罗斯列宁格勒地方设计的隧道窑,较为先进。
分类:
隧道窑有各种不同的分类方法,大致归纳为:
1.按照烧成温度的高低可分为:
(1)低温隧道窑(1000~1350℃);
(2)中温隧道窑(1350~1550℃);
(3)高温隧道窑(1550~1750℃);
(4)高温隧道窑(1750~1950℃)。
2.按照烧成品种可分为:
(1)耐火材料隧道窑;
(2)陶瓷隧道窑;
(3)红砖隧道窑。
3.按热源可分为:
(1)火焰隧道窑;
(2)电热隧道窑。
4.按火焰是否进入隧道可分为:
(1)明焰隧道窑;
(2)隔焰隧道窑;
(3)半隔焰隧道窑。
5.按窑内运输设备可分为:
(1)车式隧道窑;
(2)推板隧道窑;
(3)辊底隧道窑;
(4)输送带隧道窑;
(5)步进式隧道窑;
(6)气垫式隧道窑。
6.按通道多少可分为:
(1)单通道隧道窑;
(2)多通道隧道窑。
结构:
隧道窑主要包括以下几种:窑体、窑内输送设备、燃料燃烧系统、通风设备。
窑体:隧道窑系统的主要部分,窑体上设有各种气流进出口。
窑内输送设备:窑车与窑具。
燃料燃烧系统:包括燃料输送管道、燃料预热、燃烧器等。隧道窑的加热燃烧主要是重油,轻柴油,和天然气煤气,原有的直燃煤方式已不多用。油类燃烧配备有储油罐和燃烧喷嘴。因油类成本较高使用较多的仍是天然气和煤气,天然气是通过天然气管道将天然气输送至窑炉有专门的天然气烧嘴进行喷射燃烧。煤气燃烧除了有专一的煤气管道输送至炉窑外,隧道窑用户大都自备有煤气发生炉进行煤气的生产,由煤气发生炉所产的煤气经过管道输送至隧道窑燃烧室,通过煤气烧嘴进行喷射燃烧。
通风设备:包括排烟系统、气幕搅动系统和冷却系统。其作用是使得窑内气流按一定方向流动。
工作原理:
隧道窑始于1765年,当时只能烧陶瓷的釉上彩,到了1810年,有可以用来烧砖或陶器的,从1906年起,才用来烧瓷胎。较早的隧道窑,是福基伦式,到了1910年以后,就渐渐有了许多改进的方式。
隧道窑一般是一条长的直线形隧道,其两侧及顶部有固定的墙壁及拱顶,底部铺设的轨道上运行着窑车。燃烧设备设在隧道窑的中部两侧,构成了固定的高温带--烧成带,燃烧产生的高温烟气在隧道窑前端烟囱或引风机的作用下,沿着隧道向窑头方向流动,同时逐步地预热进入窑内的制品,这一段构成了隧道窑的预热带。在隧道窑的窑尾鼓入冷风,冷却隧道窑内后一段的制品,鼓入的冷风流经制品而被加热后,再抽出送入干燥器作为干燥生坯的热源,这一段便构成了隧道窑的冷却带。
在台车上放置装入陶瓷制品的匣钵,连续地由预热带的入口慢慢地推入(常用机械推入),而载有烧成品的台车,就由冷却带的出口渐次被推出来(约1小时左右,推出一车)。
应用于钢坯连续加热,或陶瓷连续烧结。
工作过程:
粘土质陶瓷的烧成过程发生的物理化学变化:共有以下九个阶段。
1)20~200℃,排除残余水。
入窑水分要求:<1%,快烧<0.5%;升温速度:20~35℃/h
2)200~500℃,排除结构水。
指粘土矿物中的结晶水和层间水,安 全阶段,可快烧,40~50℃/hr。
3)500~700℃,石英晶型转化。
573 ℃时由β-SiO2转变成α-SiO2,体积膨胀,易变形开裂,升温 应慢,升温速度:20~30℃/hr 。
4)700~1050℃,氧化阶段。
进行氧化反应和分解反应。硫化铁、有机物氧化,碳酸盐、硫酸盐、氢氧化铁分解,放出SO2和CO2及水蒸气等气体,应在釉面封闭以前氧清氧透,保证良好的氧化气氛和充分的氧化时间,减少窑内温差,适当进行中火保温,否则易出现质量缺陷,如黑点、青边,发黄、起泡等。气氛要求:O2=4~5%,CO<1%
5)1050~1200℃,还原阶段。
使氧化铁还原为氧化亚铁,褐黄变为青色,改善制品色泽,达到白里泛青,即“白如玉”的效果。
要求:升温慢,使气体充分排除,减少坯泡;保证气氛,避免重新氧化,CO=2~4%;保证时间,以利于还原反应进行。
6)1200℃~烧成温度,烧结阶段。
坯体中出现玻璃相,气、固、液相扩散而达致密化,该传质过程与坯体的厚度平方成反比,故烧成时间与坯体厚度平方成正比。应据此确定高火保温时间(1~2小时),进行高火保温。
要求:升温速度10~30℃/hr,CO=1%
7)烧成温度~700℃,急冷阶段。
产品处于热塑性阶段,可直接吹冷风急冷,冷却速度达120℃/hr
8)700~400℃,缓冷阶段。
石英晶型转化,体积收缩,而液相刚凝结,较脆弱,易惊釉、开裂,降温速度:<80~90℃/hr。
9)400~80℃,快冷阶段。
此时制品强度大,可直接鼓冷风快速冷却。
暂无数据!
 隧道窑的工作原理介绍?隧道窑的使用方法?隧道窑多少钱一台?隧道窑使用的注意事项隧道窑的说明书有吗?隧道窑的操作规程有吗?隧道窑的报价含票含运费吗?隧道窑有现货吗?隧道窑包安装吗?
隧道窑的工作原理介绍?隧道窑的使用方法?隧道窑多少钱一台?隧道窑使用的注意事项隧道窑的说明书有吗?隧道窑的操作规程有吗?隧道窑的报价含票含运费吗?隧道窑有现货吗?隧道窑包安装吗? 手机版:
手机版: