功率(kw):
1重量(kg):
1规格外形(长*宽*高):
1风机类型:
其他性能分类:
其他风机压力:
中压看了微-分反应技术的介绍的用户又看了
 留言询价
留言询价 电话询价
电话询价
虚拟号将在 180 秒后失效
使用微信扫码拨号
微-分反应技术的介绍
温度控制:极好的传热性质和非常短的反应时间,有利于反应器的控制, 对于反应器内的温度分布变化可以瞬时响应,对于涉及中间产物和热稳定产物的部分反应具有重大意义;
反应器体积:非零级反应(自催化除外,F,X0,XF相同),VCSTR>VPFR微通道几乎完全符合PFR,使得反应物能在毫秒级范围内完全混合,大大加速了传质控制反应的速率,在维持产量不变的情况下使反应器总体积大大减小
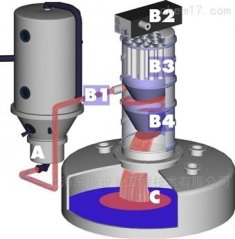
微-分反应技术的原理
微-分均化尺寸:
反应物反应界面均化尺寸为微米量级至分子级别,使化学反应工程设计接近于理论设计状态,即按照化学反应动力学反应条件进行设计,对微-分反应器进行微混合器、微通道反应器、集成微换热器、自动控制一体化的系统结构设计,创造化学反应动力学条件。
连续流反应:
通过微混合分散、微通道反应的精确控制和接近理想条件的化学反应动力学条件下,对反应浓度、温度的精确控制,安全、高效地实现连续流反应。在微通道中完成瞬时反应,快中速反应和部分慢反应控制机理的化学反应。
传质效率非常高,可以在湍流或层流条件下实现高传质系数,
传热效率高,高达8000~20000 W/(m2.K),使得热效应非常大的化学反应也能在近乎恒温的条件下进行。
暂无数据!

粉粒体气力输送是一种将固体颗粒或粉末通过气流输送的技术,广泛应用于化工、粮食、制药等行业。然而,目前该技术在实际应用过程中存在一些问题,如输送效率低、能耗高、易堵塞等。 为解决粉体气力输送的

无尘投料设备是一种应用先进技术的装置,旨在提高工业生产过程中的投料效率和质量。传统的投料方式经常存在粉尘扩散、溢料和误差等问题,而它通过创新设计和高效控制系统解决了这些难题。无尘投料设备的优点无尘投料

吨包拆包机很受化工行业的客户欢迎,为什么呢?因为化工生产具有易燃、易爆、有毒、腐蚀性强、高温、高压操作、生产工艺复杂等特点,稍有不慎很容易发生火灾、爆炸事故,造成较大的有形损失(经济、财物)和无形损失
 微-分反应技术的介绍的工作原理介绍?微-分反应技术的介绍的使用方法?微-分反应技术的介绍多少钱一台?微-分反应技术的介绍使用的注意事项微-分反应技术的介绍的说明书有吗?微-分反应技术的介绍的操作规程有吗?微-分反应技术的介绍的报价含票含运费吗?微-分反应技术的介绍有现货吗?微-分反应技术的介绍包安装吗?
微-分反应技术的介绍的工作原理介绍?微-分反应技术的介绍的使用方法?微-分反应技术的介绍多少钱一台?微-分反应技术的介绍使用的注意事项微-分反应技术的介绍的说明书有吗?微-分反应技术的介绍的操作规程有吗?微-分反应技术的介绍的报价含票含运费吗?微-分反应技术的介绍有现货吗?微-分反应技术的介绍包安装吗? 手机版:
手机版: