参考价格
30-40万元型号
GBL1200*10000品牌
联源产地
江苏样本
暂无生产能力:
350t空气速度:
0.135输送能力:
350t输送距离:
10m工作原理:
管链看了技术交流-板式给料机链板跑偏分析及防治的用户又看了
 留言询价
留言询价
虚拟号将在 180 秒后失效
使用微信扫码拨号
技术交流-板式给料机链板跑偏的原因及防治
与带式输送机(以下简称带机)存在跑偏问题一样,板式给料机也存在跑偏问题。跑偏严重的板式给料机,不但增加了运行阻力,严重的会使整机牵引链加快磨损,在几年内即可报废。
1、板式给料机跑偏的原因
板机跑偏的原因很多,如:头轮主轴与板机纵向中心线不垂直,会如同汽车调了方向盘一样,向调转的方向跑偏;或因头轮的两链轮对称中心线与输送机纵向中心线不重合,会使输送机向偏向一侧的方向跑偏;或因头轮的主轴安装不水平,因重力的作用,会向低端的方向跑偏。这些毛病都是安装超差造成的,道理简单而直观,容易解决,只要按行业标准安装就不会出现跑偏问题。实践证明,板机跑偏的主要原因是头部传动轴上两个链轮不同步。
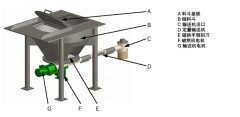
首先介绍一下板机的结构特点。与带机极为相似,板机由头轮带动,由尾轮张紧的胶带或板带作循环运行,中间有支撑的支架,托辊或滚轮,上部承载运输物料,下部空载回程。板机不同于带机的是,板机的承载体是钢板等强固性结构,耐冲击、耐高温,是带机所不能替代。板机的承载体是由板式链条串在一起,同样是柔性结构。只不过板机的柔性是有级别的,即一节联一节,它的节距就是传动链条的节距,与之相比,带机无节距、无级。
因为板式给料机是链条传动,那么头轮主传动轴就具有统率作用,是主轴通过轴上的两个链轮率领众板带运行。两个链轮一般都设在板带两侧,链轮间距大于板带宽度。如果两个链轮不同步,那么超前一侧的链轮就拽着板带向这一侧运行,也就向这一侧跑偏。正如平皮带传动中,主动带轮往往做成鼓形,鼓形带轮中问的直径**,平皮带被先领向中间位置,保持正常的传动,这就是常说的“皮带跑紧”和将带轮做成鼓形的道理。
那么造成两链轮不同步的原因是什么?
(1)加工制作造成的不同步,这是较为普遍的原因。为了使之同步,设计图都有明确的技术要求,要求主轴上安装两个链轮的键槽必须在同一圆柱母线上,且与轴中心线对称。一般在镗床上铣键槽比较容易做到,但也有配合方面的误差。在两链轮施工图上,也强调两链轮的轮齿相对于键槽的位置必须一致,甚至要求两链轮穿在一根镶键的轴上,一起加工轮齿,以保证其一致性。
正是这样的加工技术要求,给加工带来了困难,因传动链轮是个大件,轮毂长度都大于120 mm,虽然只有6~8个轮齿,由于节距较大,链轮的节径一般都大于500 mm,将这么两个大件串在一起加工轮齿,具体实施难度较大。
现在较为普遍的做法是用样板划线分别加工。用这种方法加工的键槽,如果一个向左偏了0.25,一个向右偏了0.25,合起来就是0.5 mm,反映到链轮节径上要放大4~5倍,成为2~3 mm的偏移量,这就足以使板机跑偏。这个例举也许有点夸大,但超前量1~2毫米则是常见的。
这种不同步超前量造成的跑偏并不严重,不至于使板机在短期内报废,这也是未引起重视的原因,但长期运行造成的后果是显而易见的,加大了运行阻力,板机上一侧滚轮的轮缘会慢慢磨损掉。
(2)主轴刚度不足造成不同步,这是个隐性原因,往往被忽略。但它有可能是造成整机报废的主要原因。当输送距离较短、负载较小、牵引力不大时,一般不需要计算主轴刚度;但负载重、牵引力大时,就必须对主轴按扭转刚度进行校核,设计手册上都有计算公式,不再赘述。
需要说明,铸造机械行业用的板机都是低速大扭矩传动,一般主轴转速为1~2 r/min,虽然功率只有几千瓦,但主轴承受的扭矩是很大的。特别是在设计中,工程技术人员往往被要求加大输送机的电机功率,有时超过计算功率数倍。迄今为止,笔者尚未遇见一个因电机功率不足而影响运行的案例。
在巨大扭矩的作用下,远离驱动一侧的链轮会因主轴扭转而其轮齿滞后,如果主轴在两链轮之间的距离上扭转了0.05度,假设两轮间距是1 500mm,链轮键槽部位的位移量是1.3 mm,反映到链轮节圆上的位移量会达到6 mm,这就使板机向驱动一侧严重跑偏了。从中可以看出,主轴必须有足够的刚度,几乎不允许产生扭转变形。
2、跑偏的预防与治理
明确了跑偏的原因,其防治办法只要对症下药就行了,首先是防患于未然。
(1)按照扭转刚度计算公式计算轴端直径,也可以用类比的方法,以许用牵引力作为主要依据,比如:GBLl000板式给料机的许用牵引力约为50kN,其轴端直径为110mm,GBLl200板式给料机许用牵引力约75kN,其轴端直径为130mm;板式给料机只有一根主轴,宁可选的重一点,可靠是*重要的。
(2)制造工艺确保两轮齿同步,主轴的两键槽在同一圆柱母线上。当下,主链轮多用钢板数控气割轮齿,焊上轮毂而成,精加工孔后插键槽,用样板仔细划键槽位置线,一般能保证精度。
(3)将装好的主轴部件放在平台上检验,按运转方向,把超前的轮齿部分修磨掉。
(4)将装在头架上的主轴两轴承座两侧加焊挡铁,将两轴承座牢牢地固定,这是参照日本某公司的做法,让轴承座螺栓免受剪力,比做定位销既简单又可靠。这方法也要用在尾架张紧座上,焊上挡铁,就固定了。
(5)总安装时,要符合行业安装标准,确保主轴轴线与鳞板纵向中心线垂直,其对称中心线与输送机纵向中心线重合。
(6)正在运行的鳞板机如果跑偏,可按照以上论述逐一分析原因,调试好后,加焊挡铁固定;如果跑偏不太严重,可用重力的方法纠偏,即:适当垫高偏向一侧的轴承座,因重力作用而偏向另一侧。实践证明,此法简单有效,因为主轴上一般是用的调心轴承,偏移几度不妨碍运转。





暂无数据!

板式给料机驱动轴磨损修复方法1、板式给料机简介板式给料机用于沿水平或倾斜方向的破碎机、输送机或其他工作机械连续均匀地配给和运转物料,适用于大中型水泥厂生产线中松散、块状物料喂料工序,可在高湿恶劣环境中
2020-07-14

板式给料机常见的故障及处理方法 1、给料机响声异常 (1)链轮与输送链条啮合不好,调整尾轮垃圾装置; (2)托轮、链轮、尾轮与链条摩擦严重,调整尾轮垃圾装置; (3)紧固各松动或脱落的螺栓;
2020-07-14

板式给料机漏料问题和解决办法一)板式给料机漏料原因 板式给料机的漏料主要有两种形式,第一种型式是链板漏料。由于链板结构存在着间隙,使物料漏到输送链板的封闭环内;第二种形式是链板粘料漏料。由于雨雪天
2020-07-14

板式给料机链条磨损过快原因和解决办法板式给料机在使用中存在着链条磨损快,设备使用寿命低等缺陷。1.板式给料机存在的问题在实际使用中板式输送机存在如下问题:1)输送链负荷重、拉力过大。2)链与链轮啮合时
2020-07-14
 板式给料机
板式给料机 
砂石骨料需求给力,联源公司板式给料机生产订单不断当前,无论是价格还是市场需求来看,建筑和水泥行业发展都呈现出一种不景气的现状,行业重新洗牌态势不可阻挡。但这并不意味着采石和水泥企业不再有设备需求,如枣

扩大制造种类,实现板式喂料机设备升级 今年9月10日,一条时产产量2500吨/小时,实际产量2800吨/小时的板式给料机生产线在水电8局竣工投产,而这条生产线正是由联源公司负

江苏联源公司完成超长型板式给料机试车6月28日,南通联源机电科技股份有限公司为新疆中泰化学股份有限公司制造的GBZ1.8×24m规格的重型板式给料机,完成了车间内的最后装配,在技术部,市场部,生产部和
 技术交流-板式给料机链板跑偏分析及防治的工作原理介绍?技术交流-板式给料机链板跑偏分析及防治的使用方法?技术交流-板式给料机链板跑偏分析及防治多少钱一台?技术交流-板式给料机链板跑偏分析及防治使用的注意事项技术交流-板式给料机链板跑偏分析及防治的说明书有吗?技术交流-板式给料机链板跑偏分析及防治的操作规程有吗?技术交流-板式给料机链板跑偏分析及防治的报价含票含运费吗?技术交流-板式给料机链板跑偏分析及防治有现货吗?技术交流-板式给料机链板跑偏分析及防治包安装吗?
技术交流-板式给料机链板跑偏分析及防治的工作原理介绍?技术交流-板式给料机链板跑偏分析及防治的使用方法?技术交流-板式给料机链板跑偏分析及防治多少钱一台?技术交流-板式给料机链板跑偏分析及防治使用的注意事项技术交流-板式给料机链板跑偏分析及防治的说明书有吗?技术交流-板式给料机链板跑偏分析及防治的操作规程有吗?技术交流-板式给料机链板跑偏分析及防治的报价含票含运费吗?技术交流-板式给料机链板跑偏分析及防治有现货吗?技术交流-板式给料机链板跑偏分析及防治包安装吗? 手机版:
手机版: