看了实验用双螺杆造粒机的用户又看了
 留言询价
留言询价
虚拟号将在 180 秒后失效
使用微信扫码拨号
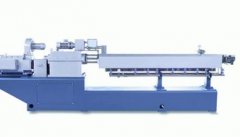
主要配置说明
(一)SHJ—20双螺杆混炼挤出机组
1、长径比:1:40
2、螺杆直径:21.7㎜,槽深:3.85mm
3、螺杆转速:SHJ—20型为 60 ~ 600rpm
4、筒体总长:850㎜
5、筒体数量;6 (**节喂料筒体长度为100mm,其余五节筒体长度为150mm)
6、主电机:SHJ—20型为4KW,交流,HOLIP变频调速器
7、螺杆元件及芯轴(采用目前国内**的材质)
1)螺杆与芯轴采用渐开线花键联接,积木式筒体采用耐磨型双金属材质,内衬α-101 硬质合金套;螺杆元件采用耐磨型高速工具钢材质W6Mo5Cr4V2( 6542),螺杆芯轴采用40CrNiMoA材质;**节筒体设主喂料口,第三节筒体设立玻纤口,配盲堵,第五节真空排气口,其余筒体为闭口筒体。
2)螺纹组件采用积木式组合,包括螺纹输送组件,捏炼组件。剪切组件,分流组件。齿型组件,返混组件等,可根据任何物料工艺排定组合。
8、传动箱:
1)传动箱采用平行型,采用平行三轴式设计,集减速与扭矩分配与一体,轴承采用进口SKF轴承。
2)同时采用浸油润滑系统,建立低油位和超压报警系统,及时提醒客户加油和换油,保证传动箱的长时、高效运转。
3)传动箱采用球墨铸铁材料铸造,增加了箱体刚度,提高运转的平稳性及安全系数,整体可靠性与承载能力提高25%以上。
4)螺杆**转速为600rpm,高速运转。
5)齿轮:精度等级7级高精度,高速重载硬齿面,材料20CrNi2MoA,HRC58—62。
9、筒体设五段温控区,筒体加热第二、三节采用铸铜加热器;其余采用铸铝加热器;筒体冷却采用软水循环冷却,循环冷却控制电磁阀采用意大利CEME5510产品。
10、筒体配不锈钢整体护罩,安全、美观、节能。
11、采用水冷拉条切粒机头,机筒加热功率:5kW,机头温控区的加热功率为0.4 kW。机头处设熔压、 熔温传感器。
(二)、双螺杆计量喂料机
1、驱动电机:0.18KW,采用交流电机
2、变频调速:日本三垦变频调器调速
3、减速箱速比:17
4、电机与喂料减速机采用直联式,喂料体中带卧式搅拌器,喂料平稳均匀,不架桥。
5、喂料螺杆:啮合螺杆。
(三)、真空系统
1、XJ-14真空泵
2、驱动电机:0.37KW
3、真空室、真空表、真空管道和真空罐一套
(四)、软水循环系统
1、机筒内采用软水冷却
2、软水箱与机体分离,便于清洗和维修
3、意大利进口电磁阀CEME5510产品
4、水管采用紫铜管镀铬处理
5、冷却形式:水冷
6、冷却泵:0.335KW
7、水箱容量:~30L
(五)、手动快开式换网机头(方便清料)
1、过滤网加在机头和筒体之间,配二件多孔板(其中一件为备件)。
2、松开螺栓后,可将机头沿活页快速打开后进行换网。
(六)、水冷拉条机头,口模条3-φ3,铸铜加热器
(七)、水冷拉条辅机
1、1.5m不锈钢水槽带吹干机(电机功率370W) 1件
2、LQ-25型切粒机(电机功率0.75KW) 1台
(八)、电气自控系统(4+5+0.4+0.18+0.37+0.75+0.37+0。335=11.342KVA/装机容量)
1、3×380V,交流50Hz。
2、主要电器控制元件为ABB产品,ABB为国际品名。电磁阀为意大利CEME5510。
3、采用德国维纳尔母线系统。控制按钮为法国施耐德产品。主断路器(空气开关)均采用西门子产品。微型继电器采用日本欧姆龙(OMRON)产品。
4、主电机为交流电机,4 KW;
5、主机,喂料和切粒调速装置均为日本三垦变频调速器,配手动旋钮。
6、日本RKC智能温控仪表,温控精度达到±2℃.它可以通过PID自整定系统跟踪物料体系达到**控制效率。日本神王电流表,先达熔压表。
7、加热由温控表通过固态继电器控制,采用耐高温导线,耐温可达800℃。
8、电器控制柜控制包括:温控系统;驱动系统;连锁连控系统。
质量保证
1、 设备质量标准符合需方要求及国家行业相关标准。
2、 设备保修一年。


螺杆与芯轴采用渐开线花键联接,积木式筒体采用耐磨型双金属材质,内衬α-101 硬质合金套;螺杆元件采用耐磨型高速工具钢材质W6Mo5Cr4V2( 6542),螺杆芯轴采用40CrNiMoA材质;第一节筒体设主喂料口,第三节筒体设立玻纤口,配盲堵,第五节真空排气口,其余筒体为闭口筒体。
 实验用双螺杆造粒机的工作原理介绍?实验用双螺杆造粒机的使用方法?实验用双螺杆造粒机多少钱一台?实验用双螺杆造粒机使用的注意事项实验用双螺杆造粒机的说明书有吗?实验用双螺杆造粒机的操作规程有吗?实验用双螺杆造粒机的报价含票含运费吗?实验用双螺杆造粒机有现货吗?实验用双螺杆造粒机包安装吗?
实验用双螺杆造粒机的工作原理介绍?实验用双螺杆造粒机的使用方法?实验用双螺杆造粒机多少钱一台?实验用双螺杆造粒机使用的注意事项实验用双螺杆造粒机的说明书有吗?实验用双螺杆造粒机的操作规程有吗?实验用双螺杆造粒机的报价含票含运费吗?实验用双螺杆造粒机有现货吗?实验用双螺杆造粒机包安装吗? 手机版:
手机版: