研磨细度是涂料中颜料及体质颜料分散程度的一种量度,即在规定的试验条件下,於刮板细度计上所获得的读数。该读数表示了刮板细度计某处凹槽的深度,在该处用肉眼能清楚地看到被测样品中突出於槽深的固体颗粒,间接表示涂料中颜料聚集体的最大粒径。细度检测中测得的数值并不是单个颜料或体质颜料粒子的大小,而是色漆在生产过程中颜料研磨分散后存在的凝聚团的大小。对研磨细度的测量可以评价涂料生产中研磨的合格程度,也可以比较不同研磨程序的合理性以及所使用研磨设备的效能。
一、涂料研磨细度测定的目的和意义
研磨细度是色漆重要的内在质量之一,它对於成膜质量,漆膜光泽,耐久性,涂料的贮存稳定性等均有很大影响,因而成为涂料生产的常规性必检项目之一。
1、研磨细度影响漆膜光学性质
颜料的遮盖力和着色力取决於分散度,分散度越高,颜料的遮盖力和着色力越大,这是因为颜料分散度越高,则颜料与漆料接触的表面积越大,即颜料在漆料中的作用发挥得越充分,其着色力和遮盖力也就越大。另外,色漆研磨得越细,所制备的漆膜越平整,因而漆膜光泽也越高。
2、研磨细度影响漆膜耐久性
一般认为,颜料颗粒的最大限度不应超过一次形成的漆膜厚度,如果颜料颗粒大於漆膜厚度,则漆膜表面将呈现粗糙而不平整状态,一方面会使漆膜光泽下降,同时由於颜料颗粒突出在漆膜之上,在受到外界日光风雨的侵蚀或机械力作用下,这些凸出的颗粒便会从漆膜中脱出,使漆膜表面残留下细微针孔并因透水性作用渐变为易腐蚀的中心,从而影响漆膜的耐久性,降低其对基材的保护性能。
3、研磨细度影响色漆的贮存稳定性
颜料颗粒细、分散程度好的色漆在其长期贮存过程中不易发生沉淀结块,从而提高了贮存稳定性。但对颜料的研磨细度要求并非一概而论,过分地追求研磨细度,将会使漆膜的附着力下降,因此应根据涂料的不同品种与用途,合理选择其研磨细度。
通常对於醇酸、氨基类装饰性要求较高的磁漆,规定其研磨细度不大於20μm;而对於各种底漆,考虑其附着力性能要求,研磨细度一般在50μm左右。
二、涂料研磨细度的测定
色漆研磨细度的测定,目前国内外普遍采用刮板细度计法。中国先后制订的两项试验方法国家标准GB/T 1724-1979(1989)《涂料细度测定法》和GB/T 6753.1-1986《涂料研磨细度的测定》(等效采用国际标准ISO 1524-1983),分别对应用刮板细度计法测定涂料细度、俗称国际刮板和国际刮板的测试原理、结构特征、操作方法、终点判定、结果表示和应用范围,均作出明确的规定。
1、测试原理
刮板细度计法的测试原理,是利用刮板细度计上打楔形沟槽将涂料刮出一个楔形层,用肉眼辨别湿膜内颗粒出现的显著位置以得出细度读数。
2、结构特征
GB/T 1724-1979(1989)中规定的国际刮板细度计由工具金钢(牌号Cr12)的磨光平板制成,板上的楔形沟槽长155mm±0.5mm、宽12mm±0.2mm,依据不同规格的测定范围,在150mm长度内分别刻有0~150μm、0~100μm、0~50μm的表示槽深的等分刻度线,其分度、沟槽倾斜度和推荐测试范围如表1所示。三种规格细度计的正面槽底及反面平直度允许差0.003mm /全长,正面光洁度为10,分度值误差为±0.001mm。刮刀则是由优质工具碳素钢(牌号T10A)制成,长为60mm±0.5mm、宽42mm±0.5mm,两面刀刃均需磨光,刀刃平直度允许差0.002mm /全长,表面光洁度为8,刀刃研磨光洁度为10。
GB/T 6753.1-1986中规定有100μm、50μm、25μm和15μm四种规格的国际标准刮板细度计,均由长约175mm、宽65 mm、厚13mm经淬火的磨光钢板制成,其表面开有一条或两条长约140mm、宽12.5mm的楔形沟槽,这类国际刮板细度计的分度和推荐测试细度范围如表2所示。刮刀由长约90 mm、宽40mm、厚6mm的双刃钢片制成。
表1 国际刮板细度计主要技术特征
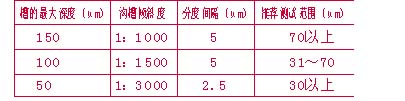
表2 国际刮板细度计主要技术特征

3、操作方法
将符合产品标准粘度指标的试样,滴入预先彻底洗净乾燥的细度计沟槽的最深部位,用两手的大拇指和食指捏住刮刀,将刮刀的刀口放在细度计沟槽最深一端,在3秒钟内用刮刀垂直地把试样刮过沟槽的整个长度,并立即以15°~30°角观察,找出判断点的刻度值即为试样的细度。
4、终点判定
国家标准GB/T 1724-1979(1989)中规定,对於采用国际刮板细度计测试的判定方法,是在对光观察沟槽中颗粒均匀显露处记下读数,以μm表示。而在GB/T 6753.1-1986中规定,对於采用国际刮板细度计测试的判定方法,则是观察试样首先出现密集颗粒点之处,特别是在横跨沟槽3 mm宽的条带内包含有5~10个颗粒的位置,即颗粒点密集处记下读数,并以μm表示。由此可见,对於采用两类细度计测试的终点判定,其读数方法完全不同,测定时应予区别,充分注意。
5、结果表示
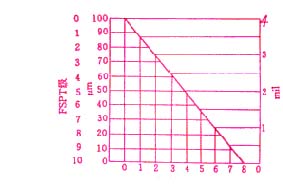
国产的刮板细度计以微米(μm)表示被测试样的研磨细度,如图1所示。国外的细度计也有采用密耳(mil)(1mil=25.4μm)、海格曼(Hegmann)等级(0~8级)和FSPT规格(0~10级)来表示的,它们的换算关系如图2所示。
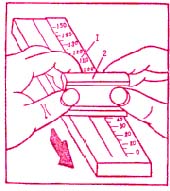
1-磨光平板;2-刮刀
图1 刮板细度计(0~150μm)
海格曼等级
图2 研磨细度换算图
关於测试精度,国际刮板细度计要求平行试验三次,试验结果取两次相近读数的算数平均值,而两次读数的误差不应大於仪器的最小分度值。国际制板国度计则规定计算三次测定的平均值,并以与初始读数相同的精度(对100μm细度计为5μm,对50 μm细度计为2μm,对25μm细度计为1 μm,对15μm细度计为0.5μm)记录其结果。
6、应用范围
上述两类细度计的各种规格,适用於所有含颜料的色漆和色浆细度测定,也可用於检查清漆中微小的机械杂质。
三、影响细度测定的主要因素
1、被测产品的取样必须具有代表性。如对於三辊机漆幕应分别对中间和两边采样,对成品应在包装前实施多次细度监测。
2、被测漆液的粘度将会影响细度测定。通常涂料的粘度与细度成反比,因此对於成品的细度检验应在符合其粘度标准的试验条件下进行。
3、溶剂的挥发速度会影响涂料的细度测定。溶剂的快速挥发,将导致被测漆液的细度变化,所以测定其细度时,必须在规定的时间内读出细度值。
4、被测漆液中存在气泡也会影响细度测定。因此涂料经搅拌后应稍加放置使气泡逸出,取样滴入细度板沟槽时,更要注意避免气泡。
5、冬季生产的水性漆,由於气温过低,有时会使漆液中乙醇胺和水凝析出来,因此应将漆液用水加热40℃~50℃再冷却至室温后测定细度,以保证测定结果准确。
6、每次测定完毕后应立即用适宜的溶剂仔细清洗细度计和刮刀,长期不用时要用中性矿物油将其涂抹保护,以免细度板表面受蚀而影响使用。
7、通常因刮刀硬度比细度板硬度低,长期使用后刮刀刃易受磨损,造成测定细度值偏高的误差,故需由计量部门定期检定,使用过程中则要随 时注意检查。当以刮刀刀刃与细度板面垂直接触时,要经常观察刮刀与细度板沟槽的最浅位置之间是否透光,一旦发现透光即表明刮刀刀刃磨损严重,则此刮刀不能继续使用,否则将会损伤细度板的沟槽。
1996年7月1日由国家技术监督局颁布实施的刮板细度计国家计量检定规程(JJG 905-96),应当成为全国各地计量部门定期对新制造、使用中和修理后,测量范围为0~15μm、0~25μm、0~50μm、0~100μm和0~150μm刮板细度计进行检定的技术规范。
一、涂料研磨细度测定的目的和意义
研磨细度是色漆重要的内在质量之一,它对於成膜质量,漆膜光泽,耐久性,涂料的贮存稳定性等均有很大影响,因而成为涂料生产的常规性必检项目之一。
1、研磨细度影响漆膜光学性质
颜料的遮盖力和着色力取决於分散度,分散度越高,颜料的遮盖力和着色力越大,这是因为颜料分散度越高,则颜料与漆料接触的表面积越大,即颜料在漆料中的作用发挥得越充分,其着色力和遮盖力也就越大。另外,色漆研磨得越细,所制备的漆膜越平整,因而漆膜光泽也越高。
2、研磨细度影响漆膜耐久性
一般认为,颜料颗粒的最大限度不应超过一次形成的漆膜厚度,如果颜料颗粒大於漆膜厚度,则漆膜表面将呈现粗糙而不平整状态,一方面会使漆膜光泽下降,同时由於颜料颗粒突出在漆膜之上,在受到外界日光风雨的侵蚀或机械力作用下,这些凸出的颗粒便会从漆膜中脱出,使漆膜表面残留下细微针孔并因透水性作用渐变为易腐蚀的中心,从而影响漆膜的耐久性,降低其对基材的保护性能。
3、研磨细度影响色漆的贮存稳定性
颜料颗粒细、分散程度好的色漆在其长期贮存过程中不易发生沉淀结块,从而提高了贮存稳定性。但对颜料的研磨细度要求并非一概而论,过分地追求研磨细度,将会使漆膜的附着力下降,因此应根据涂料的不同品种与用途,合理选择其研磨细度。
通常对於醇酸、氨基类装饰性要求较高的磁漆,规定其研磨细度不大於20μm;而对於各种底漆,考虑其附着力性能要求,研磨细度一般在50μm左右。
二、涂料研磨细度的测定
色漆研磨细度的测定,目前国内外普遍采用刮板细度计法。中国先后制订的两项试验方法国家标准GB/T 1724-1979(1989)《涂料细度测定法》和GB/T 6753.1-1986《涂料研磨细度的测定》(等效采用国际标准ISO 1524-1983),分别对应用刮板细度计法测定涂料细度、俗称国际刮板和国际刮板的测试原理、结构特征、操作方法、终点判定、结果表示和应用范围,均作出明确的规定。
1、测试原理
刮板细度计法的测试原理,是利用刮板细度计上打楔形沟槽将涂料刮出一个楔形层,用肉眼辨别湿膜内颗粒出现的显著位置以得出细度读数。
2、结构特征
GB/T 1724-1979(1989)中规定的国际刮板细度计由工具金钢(牌号Cr12)的磨光平板制成,板上的楔形沟槽长155mm±0.5mm、宽12mm±0.2mm,依据不同规格的测定范围,在150mm长度内分别刻有0~150μm、0~100μm、0~50μm的表示槽深的等分刻度线,其分度、沟槽倾斜度和推荐测试范围如表1所示。三种规格细度计的正面槽底及反面平直度允许差0.003mm /全长,正面光洁度为10,分度值误差为±0.001mm。刮刀则是由优质工具碳素钢(牌号T10A)制成,长为60mm±0.5mm、宽42mm±0.5mm,两面刀刃均需磨光,刀刃平直度允许差0.002mm /全长,表面光洁度为8,刀刃研磨光洁度为10。
GB/T 6753.1-1986中规定有100μm、50μm、25μm和15μm四种规格的国际标准刮板细度计,均由长约175mm、宽65 mm、厚13mm经淬火的磨光钢板制成,其表面开有一条或两条长约140mm、宽12.5mm的楔形沟槽,这类国际刮板细度计的分度和推荐测试细度范围如表2所示。刮刀由长约90 mm、宽40mm、厚6mm的双刃钢片制成。
表1 国际刮板细度计主要技术特征
表2 国际刮板细度计主要技术特征
3、操作方法
将符合产品标准粘度指标的试样,滴入预先彻底洗净乾燥的细度计沟槽的最深部位,用两手的大拇指和食指捏住刮刀,将刮刀的刀口放在细度计沟槽最深一端,在3秒钟内用刮刀垂直地把试样刮过沟槽的整个长度,并立即以15°~30°角观察,找出判断点的刻度值即为试样的细度。
4、终点判定
国家标准GB/T 1724-1979(1989)中规定,对於采用国际刮板细度计测试的判定方法,是在对光观察沟槽中颗粒均匀显露处记下读数,以μm表示。而在GB/T 6753.1-1986中规定,对於采用国际刮板细度计测试的判定方法,则是观察试样首先出现密集颗粒点之处,特别是在横跨沟槽3 mm宽的条带内包含有5~10个颗粒的位置,即颗粒点密集处记下读数,并以μm表示。由此可见,对於采用两类细度计测试的终点判定,其读数方法完全不同,测定时应予区别,充分注意。
5、结果表示
国产的刮板细度计以微米(μm)表示被测试样的研磨细度,如图1所示。国外的细度计也有采用密耳(mil)(1mil=25.4μm)、海格曼(Hegmann)等级(0~8级)和FSPT规格(0~10级)来表示的,它们的换算关系如图2所示。
1-磨光平板;2-刮刀
图1 刮板细度计(0~150μm)
海格曼等级
图2 研磨细度换算图
关於测试精度,国际刮板细度计要求平行试验三次,试验结果取两次相近读数的算数平均值,而两次读数的误差不应大於仪器的最小分度值。国际制板国度计则规定计算三次测定的平均值,并以与初始读数相同的精度(对100μm细度计为5μm,对50 μm细度计为2μm,对25μm细度计为1 μm,对15μm细度计为0.5μm)记录其结果。
6、应用范围
上述两类细度计的各种规格,适用於所有含颜料的色漆和色浆细度测定,也可用於检查清漆中微小的机械杂质。
三、影响细度测定的主要因素
1、被测产品的取样必须具有代表性。如对於三辊机漆幕应分别对中间和两边采样,对成品应在包装前实施多次细度监测。
2、被测漆液的粘度将会影响细度测定。通常涂料的粘度与细度成反比,因此对於成品的细度检验应在符合其粘度标准的试验条件下进行。
3、溶剂的挥发速度会影响涂料的细度测定。溶剂的快速挥发,将导致被测漆液的细度变化,所以测定其细度时,必须在规定的时间内读出细度值。
4、被测漆液中存在气泡也会影响细度测定。因此涂料经搅拌后应稍加放置使气泡逸出,取样滴入细度板沟槽时,更要注意避免气泡。
5、冬季生产的水性漆,由於气温过低,有时会使漆液中乙醇胺和水凝析出来,因此应将漆液用水加热40℃~50℃再冷却至室温后测定细度,以保证测定结果准确。
6、每次测定完毕后应立即用适宜的溶剂仔细清洗细度计和刮刀,长期不用时要用中性矿物油将其涂抹保护,以免细度板表面受蚀而影响使用。
7、通常因刮刀硬度比细度板硬度低,长期使用后刮刀刃易受磨损,造成测定细度值偏高的误差,故需由计量部门定期检定,使用过程中则要随 时注意检查。当以刮刀刀刃与细度板面垂直接触时,要经常观察刮刀与细度板沟槽的最浅位置之间是否透光,一旦发现透光即表明刮刀刀刃磨损严重,则此刮刀不能继续使用,否则将会损伤细度板的沟槽。
1996年7月1日由国家技术监督局颁布实施的刮板细度计国家计量检定规程(JJG 905-96),应当成为全国各地计量部门定期对新制造、使用中和修理后,测量范围为0~15μm、0~25μm、0~50μm、0~100μm和0~150μm刮板细度计进行检定的技术规范。