中国粉体网讯 随着微电子技术、光电子技术与电力电子技术的发展,电子陶瓷薄膜或基板被广泛应用于叠层片式电容与电感、片式电阻、压电器件、红外线探测器件、燃料电池和太阳能电池制造,以及集成电路的多层封装等领域。
流延成型由于其工艺较简单、工艺流程短、易于规模化量产等优点,已被工业上普遍采用,其成型厚度通常为10~1000μm。随着其工艺技术、粉体制备技术及流延机设备的发展,特别是多层电子元器件小型化和薄层化技术发展的需求,目前流延成型在工业生产上生坯厚度可达到5μm甚至更薄。
流延工艺
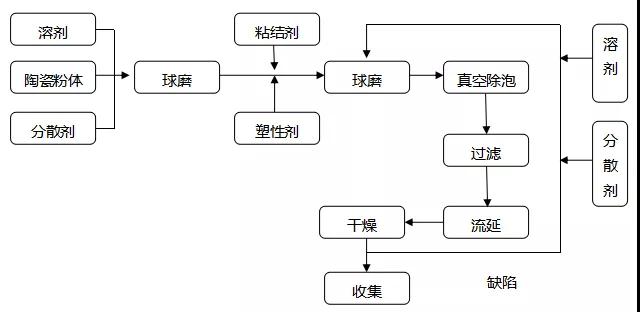
流延法工艺流程图
由上图可知流延成型工艺并不复杂,它是将制备好的流延浆料用刮刀涂覆在运行的膜带上烘干即可。但要控制好流延薄膜的质量并不是那么简单,粉体粒度、干燥工艺、流延机参数、添加剂量等都需要严格控制。
常见的几种缺陷
1、膜片翘曲
膜片翘曲是干燥过程中应力收缩的结果,通常可以通过更改配方或调整干燥条件来解决。例如更改共沸溶剂类型或引入挥发速率合适的高沸点溶剂。降低流延速率,让坯片缓慢干燥也是一种常用的有效方法。
粘结剂含量过多也会容易导致膜片产生翘曲,这是因为包裹瓷粉粒子充足过剩的粘结剂在干燥过程中会随着溶剂挥发迁移至坯片表面并干燥成聚合物薄膜,进一步阻塞了坯片内部溶剂扩散到表面的通道,导致边缘与中间干燥收缩不一致,容易发生翘曲行为,并且厚膜越大影响效果越明显。
2、条纹
条纹一般是由于浆料分散不均有团聚物或不慎引入大颗粒异物附在刮刀形成的过厚或过薄的线型条纹,需改善浆料分散工艺和过滤系统。
3、斑点针孔
斑点针孔一般是浆料真空除泡不彻底所致。
4、陶瓷膜与PET膜附着太紧固
陶瓷膜与PET离型膜附着力过高,陶瓷膜难以脱掉,通过匹配低离型力的PET膜带来调整适应,加入酮类溶剂也有一定降低效果。
5、陶瓷膜与PET膜脱离
陶瓷膜与PET离型膜附着力过低甚至脱离往往与瓷粉颗粒形貌或浆料体系有较大关系,在无法选择瓷粉颗粒形貌情况下通过选择高离型力的PET膜带来匹配是最好的选择。另外加入一些增塑剂如丙三醇,也能增大坯片与PET膜带的附着力,但加入量过多会引起坯片强度下降,这也需要引起注意。
6、厚度不均
主要是刮刀两侧与膜带之间间隙不一致,调整刮刀高度即可。
注意事项
1、粉体控制
流延成型的关键是粉体,陶瓷粉体的化学组成和特性能够影响甚至控制最终烧结材料的收缩和显微结构,所以要严格控制粉体的杂质含量。陶瓷粉体的颗粒尺寸对颗粒堆积以及浆料的流变性能会产生重要影响。陶瓷粉体中不能有硬团聚,否则会影响颗粒堆积以及材料烧结后的性能。
粉体的选择必须考虑到以下技术参数:(1)化学纯度;(2)颗粒大小、尺寸分布和颗粒形貌;(2)硬团聚和软团聚程度;(3)组分的均一性;(4)烧结活性;(5)规模生产的能力;(6)制造成本。
2、溶剂
在溶剂的选择上首先要考虑如下几个因素:(1)必须能够溶解分散剂、粘结剂、增塑剂和其他添加剂成份;(2)在浆料中具有一定的化学稳定性,能够充分分散粉料而不与粉料发生反应;(3)能够提供浆料系统合适的粘度;(4)易于挥发与烧除;(5)保证素坯无缺陷的固化;(6)使用安全,对环境污染少且价格便宜。
3、分散剂
粉料在流延浆料中的分散均匀性直接影响着素胚膜的质量,从而影响材料的致密性、气孔率和力学性能等一系列特性。
如果分散剂的加入量增大,溶液的性能在某一特定浓度突然发生改变。如果加入量小,它以单分子的状态残留在溶剂中。
4、粘结剂
选择粘结剂应考虑的因素有:(1)素胚膜的厚度;(2)所选溶剂类型及匹配性,有利于溶剂挥发和不产生气泡;(3)应易烧除,不留有残余物;(4)能起到稳定料浆和抑制颗粒沉降的作用;(5)要有较低的塑性转变温度,以确保在室温下不发生凝结;(6)考虑所用基板材料的性质,要不相粘结和易于分离。
5、增塑剂
选择增塑剂应考虑的因素有:(1)与树脂粘结剂具有良好的相容性;(2)高的沸点和低的蒸汽压;(3)高的可塑效率;(4)热、光、化学的稳定;(5)低温下良好的弯曲性;(6)增塑剂与其它材料接触时不快速移动等。
6、流延机参数控制
根据生带厚度精确调整刮刀间隙及表面光洁度;维持液面高度均衡一致;保证流延速度的稳定。
7、干燥工艺优化
如果干燥工艺不当,会引发气泡、针孔、皱纹、裂痕等一系列缺陷。制定干燥工艺的原则是:确保溶剂缓慢挥发,使膜层内溶剂的扩散速度与表面的挥发速度一致,防止表面过早硬化而引起上述各种缺陷。
参考来源:
[1]李冬云等.流延法制备陶瓷薄膜的研究进展
[2]苏健雄.低温共烧陶瓷流延技术研究
[3]刘玺.陶瓷材料流延成型工艺研究进展
[4]周建民等.制备电子陶瓷基片用的流延成型工艺
注:图片非商业用途,存在侵权告知删除