�й�������Ѷ ��Ϊ��Ҫ�Ļ�������������������ܹ��ڻ�е�豸��֧����ת���˶����㲿����������ʹ���ڸ������ᡢ�߶˻����������г�����������װ���С�

�մ���ı������������Ӳ
�������иֲ������ܣ��մɲ�������������ܶ�С�����¡�Ӳ�ȸߡ���ʴ����Ե��������ϵ��С����ѧ�ȶ��Ժá�����ģ����ѹǿ�ȸ߶��Ҳ��ᱻ�Ż���һϵ�е��������ܣ�ʹ��������о��м��ߵ�Ӧ�ü�ֵ��Ŀǰ���մ������������ȡ��������ж���Ӧ�����ڶ�ij��ϣ��������ں��պ��졢ʯ�͡������Լ����پ��ܻ�е�ȶ���е��������ż���Ҫ�������

ͼƬ��Դ���вĸ���
Ŀǰ���մ�����п��Է�Ϊȫ�մ�������Լ����մ�����У���ʽ����ͼ��ʾ��ȫ�մ�����е���Ȧ����Ȧ�Լ������嶼���մɲ��ϣ����մ�����н����������մɲ��ϡ�������ȫ�մ�����л��ǰ��մ�����У�������嶼���մɲ��ϡ�

ȫ�մ��������մ������
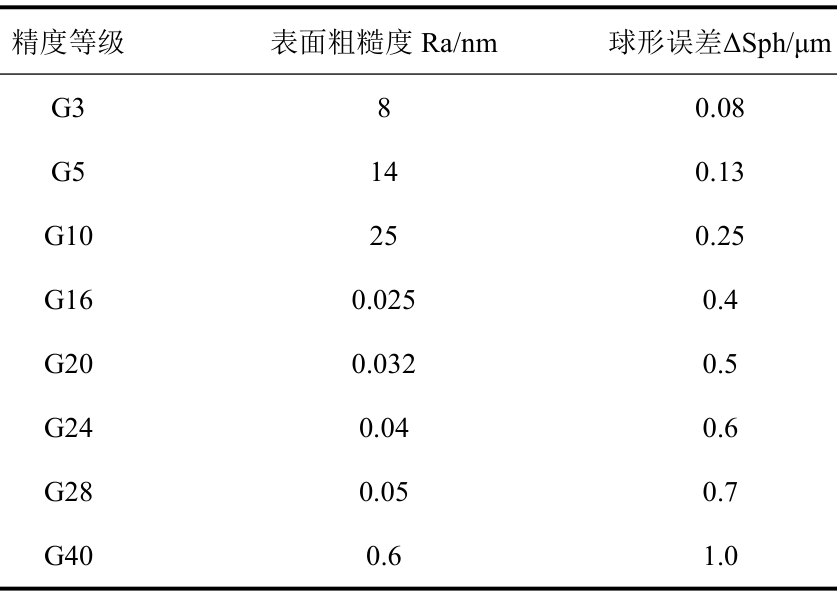
�մ�����Ϊ�����մ�����е���Ҫ��ɲ���֮һ���մ���ļӹ�����ֱ��Ӱ������е��˶����Ⱥ����е�ƽ�ȶ��Լ���е�ʹ�������������й����ұ���GB/T 308-2002 �����涨�������߾��ȵȼ�ΪG3���������G5�����ȼ�Խ�ߣ������մ���ļӹ�Ҫ��ҲԽ�ߣ��������;���ָ�����±���ʾ��
����ȵȼ���
Ȼ���������մɲ��Ϲ��еĸ�Ӳ�ȡ��ߴ��Ե��ص㣬����������״�����ƣ�ʹ���մ������������һֱ������Ч�ʵ��¡��ӹ��ɱ����Լ���������������˵�������մ�������ӹ������У������ܵ������������������֣���һ����ĥ��ʩ�Ӹ�����ѹ�����÷�ʽ����Ϊѹ�۶�����ѧ�еĶ�ѹͷ�������ĥ������������棬�÷�ʽ����Ϊѹ�۶�����ѧ�е���ѹͷ������������������������ö����ڣ������մ������������������ɰ��ӡ����ơ�ѩ�������ˡ����˵�һϵ�еļӹ�ȱ�ݣ�����ͼ��ʾ��
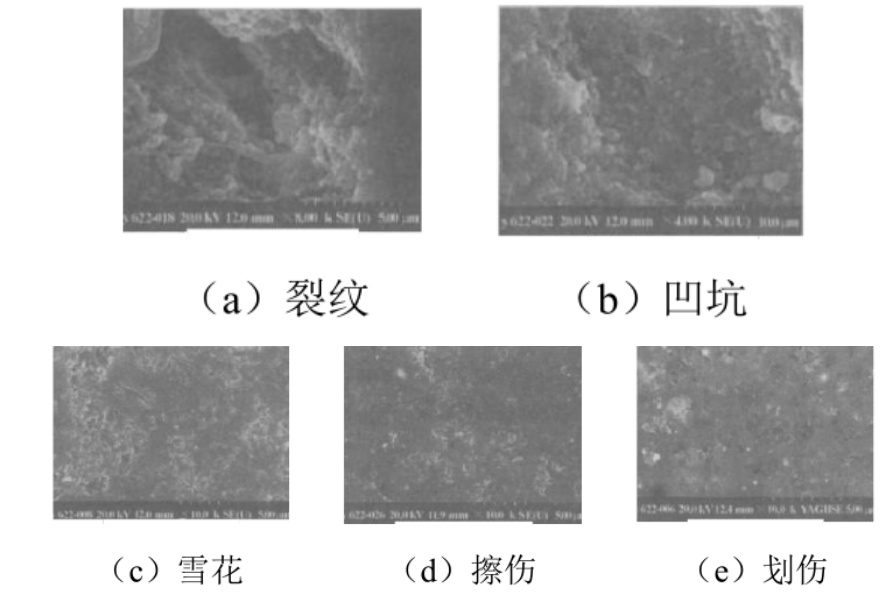
�մ������˱���
��Щȱ�ݵĴ��ڣ�����մ�������ڹ��������в���Ӧ�����У����յ����մ�����й���ƣ��ʧЧ����ˣ�̽��һ���ܹ������մ������ȱ�ݵļӹ�����������Ҫ��ʵ�������Ӧ�ü�ֵ��

�մ�����ĥ�����Ҫ����
����������ĥ����
ʹ������������ĥ���Ե������������ĥ��ӹ���ͨ������ת������IJ�ͬ���ʹ��ת�Ƿ����仯���Ӷ�ʵ��˲ʱ��ϱ仯��������ĥ��ʽ�ܻ�ýϸӹ����ȣ���һ��ֻ�ܶ�һ������мӹ����ӹ�Ч�ʵ͡�
�����Զ�������ĥ��
��ĥ�̻�е��ĥ���
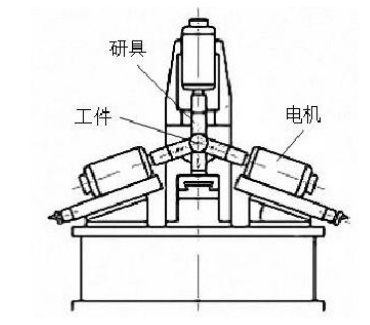
�����е���۵�������ĥ�̶�����������ĥ��ӹ�����������ĥ���ϵĵ�����˶���һ����תһ�߹�ת��ͨ����ת�ǵIJ��ϱ仯��ʹ��ĥ�켣���������档�ձ�Ӧ�õ���ĥ��ʽ��Ҫ�����β���ĥ��ʽ��������ĥ��ʽ�Լ�������ת������ĥ��ʽ�ȡ�

��ͳV�β���ĥ����ԭ������ͼ(a)��ʾ���ӹ�ʱ�����������γɵĹ켣����3����ĥ���������������γɵ�3��ͬ�ỷ��������ͼ(b)��ʾ�� �ӹ������У���������ת�Ǧȼ����Ǻ㶨ֵ����Ϊ�����Ĺ�ת������ת��ļнDZ仯��С��3��ͬ�ỷ���Էdz��������ٶ�չ����������������ȿ��ٵ���ĥ�ӹ���ͨ��������ѭ��������ĥ�̹��ۺ���������������������ı�������ת�Ǧȣ����������ϸ�����������ʲ���ȣ����Ի�����徫�ȵĸ�һ���ԣ����ϸ���ͨ��ֻ��30%���ң������˼ӹ����Ⱥͼӹ�Ч�ʡ�
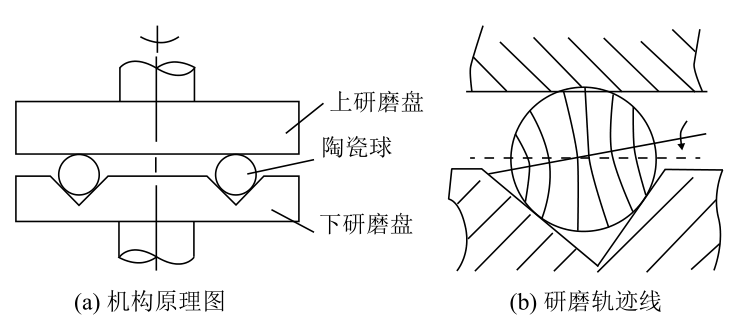
��ͳV�β���ĥ�ⷽʽ����ԭ��ͼ
��ͳ��V�Ͳ۾��ӹ�������Ҫ���ý��ʯĥ����Ϊ����ʣ��غɴ�ԼΪ10 N/����ʱ�䳤��һ���մ���ļӹ�������Ҫ12~15�����ڡ�����Ľ��ʯĥ�Ϻ������ļӹ�����ʹ����ɱ��߾Ӳ��¡����⣬�ڽϸ��غ������£���Ӳ�ȵĽ��ʯĥ�ϻ����մ��������ɹ��ˡ����Ӻ����Ƶȱ������ˣ���Щ�������˾��ⲿ�غɵ����ã����һ����չ�γɽϴ�Ĵ����ѷ죬�Ӷ�������й����ͻȻʧЧ��
�ձ������ѧ�ڲ����ε������һ��ͬ��������ĥ��ʽ������ͼ��ʾ����V�β���ĥ��ʽ�е�����ĥ�̴�V�β۴����뿪��ʹ����������3��ɶ���ת������ĥ����ɣ�ͨ������3����ĥ�̵�ת�ٱ仯��������������ת�ǣ��ʳ���ת������������ĥ��ʽ���÷�ʽͨ��������ĥ�̵�ת�ٿ���ʵ����ת�Ǧ���[�C90�㣬90��]��Χ�ڱ仯����ĥ�켣�ܹ���������ʵ��ȫ���磬���Դ����ӹ����Ⱥͼӹ�Ч�ʣ���������������ӣ��Ҳ���ʵ���մ���������ӹ��������ڴ���С�����մ������ĥ�ӹ���
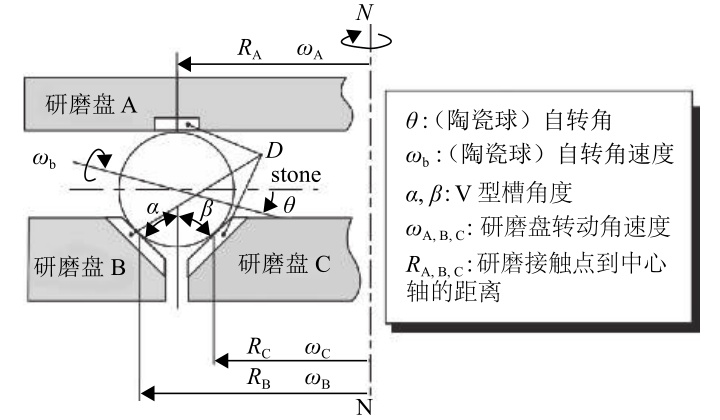
��ת������������ĥ������Ļ���ԭ��ͼ
��ѧ��е���
��ѧ��е��(CMP��Chemical Mechanical Polishing)Ŀǰ�ѹ㷺Ӧ���ڸ��ֹ����մɡ������մɺͽ������ϵij����ܼӹ�����ʱ��������Һ̬�����е���������ĥ�������빤���ĽӴ�������Ħ�����������¸�ѹ�����ڼ��̵�ʱ���ڣ�������ѧ��Ӧ�����ɱȹ�����������������ȥ���������ʡ���Ӧ������0.1 nm��С��λ���ɹ��������ĥ�ϼ�����֮��Ļ�еĦ������ȥ�����Ӷ���ó��⻬���档��CMP�����У�ͨ��������Һ�������������ʵ������ȱ�ݺͻ��۴Ӷ��ﵽԤ�ڵļӹ�Ч����
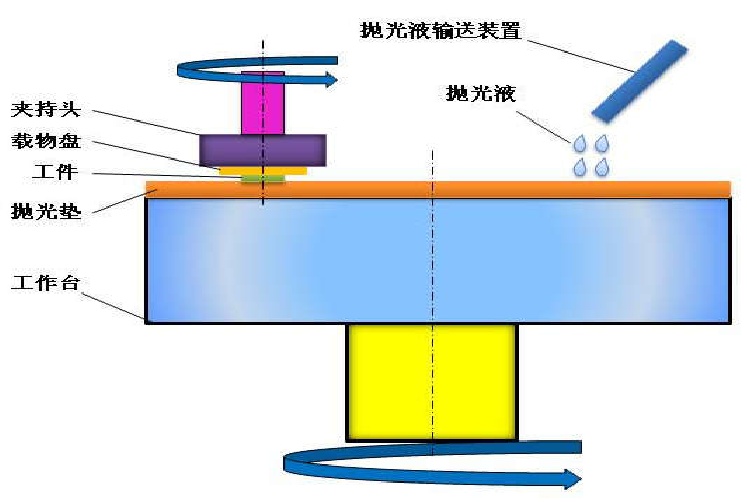
��ѧ��е��ʾ��ͼ
����������
�ù�����Ҫ��ʹ��߲�������Ƶ����ͬʱ��������ĥ����һ�ֳ��������е�ӹ��ิ�ϵĹ��շ������ӹ��ٶȿɱȴ�ͳ������ߣ�-������
��������(MFP)
������ͨ���ǽ���Fe3O4��������ٷֱ�Ϊ5~10%��ĥ���γɻ��Һ�����������ڳ�����������ĥ�ϻ��Һ��Բ������ĥ����(��Ϊ����)��������һ����״���ż�(Nd-Fe-B��)���ڴų������£�����������ǿ�ų������˶�����ĥ�ϲ�����������ʹĥ�������ڴ������С�����������תʱ�������ڴ������ĥ�ϵĻ��Һ��һ����תһ������ĥ�̹�ת�������ڴ������е�ĥ�϶��մ�������⡣��������ѹ����С(ԼΪ1N/��)��Ϊ���ԣ��������˻�е��ĥ���մ����������Ļ��ۼ����Ƶ�ȱ�ݡ�ʹ�ô�������ӹ������壬�����ȥ���ʿɴﵽ12 ��m/min���Ǵ�ͳV�Ͳ���ĥ�ӹ�ȥ���ʵ�40���ʵ�����������3 h�ļӹ�������ȿɴ�0.14 ��m������ֲڶȴﵽ0.01 ��m��
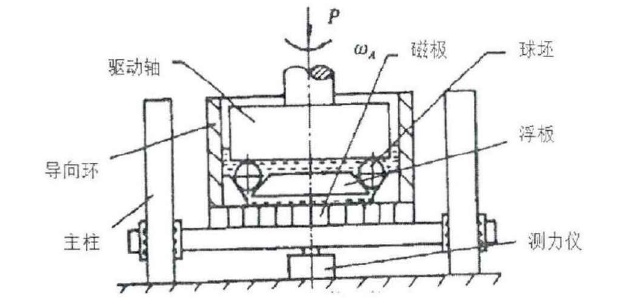
��������ĥ������Ļ���ԭ��ͼ
�ο���Դ��
[1]����.������մ����������ʵ���о�
[2]Ф������.�������մ�����ĥ�⼼���о���չ
[3]Ф����.�߾����մ����Ч������ȫ������磍����������ӹ��о�
[4]��Ԩ��.��������ϸ����ʩҺ������մɵ�ʵ��
���й��������༭����/ɽ����
ע��ͼƬ����ҵ��;��������Ȩ��֪ɾ��