中国粉体网讯
我们先从超硬材料说起。
顾名思义,超硬材料是硬度极高的材料,通常是指金刚石和立方氮化硼(cBN),或由这两种材料为主要成分分别制成的复合材料。即便是刚玉、SiC、硬质合金、高速钢这四类号称“工业牙齿”的硬质材料也未被称为超硬材料。

立方氮化硼,图片来源:中南杰特
01.金刚石,超硬领域的老大哥
金刚石是碳的单质,与石墨同为碳的同素异体。金刚石是典型的原子晶体,其原子以四面体结构连接,在它的晶体结构中,碳原子呈高度对称排列,属等轴晶系。金刚石中碳原子的电子层轨道结构为1S22S22P2,每个碳原子都通过sp3键杂化与其周围的4个碳原子形成非极性共价键,键角为109°28′,键长为1.54450Å,键能为347.5KJ/mol,碳原子的配位数为4,碳原子均处于饱和成键状态,金刚石中无自由电子,故金刚石不导电。金刚石的晶胞结构属于面心立方结构,单个晶胞8个碳原子,其晶格常数为3.56683Å。
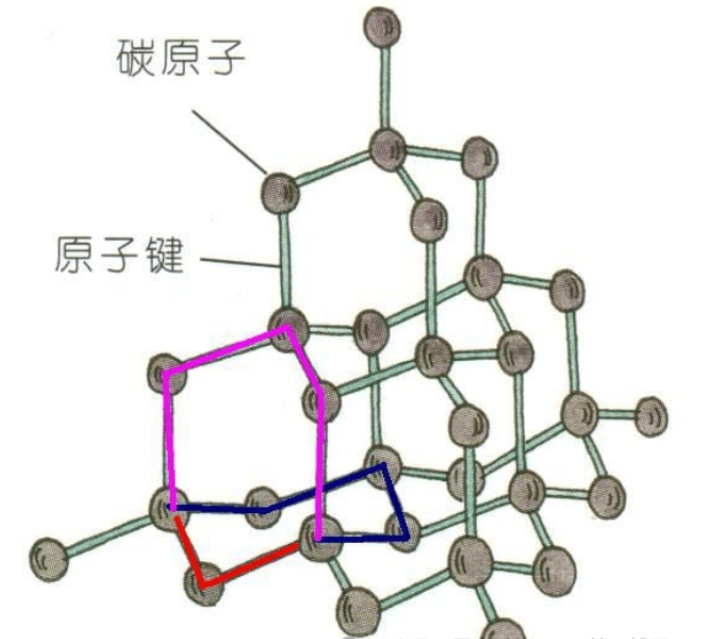
正是因为金刚石的键长短,键能高,才使得金刚石成为了自然界中最硬的物质(莫氏硬度为10)。天然金刚石早在公元前3000年就在印度被人们所认识。在公元5世纪以前,希腊人对金刚石的硬度也有了一定的认识,金刚石在希腊语中的含义是“不可战胜的”或“不可克制的”。
在工业上,凭借超高的硬度,金刚石被誉为“最硬最锋利的工业牙齿”,航空航天、国防军工以及光伏与电子信息等领域里的各种材料高难加工难题,在它面前都迎刃而解。
02.有金刚石了,为什么还要做立方氮化硼?
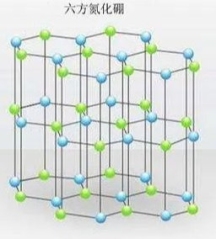
氮化硼是由B和N以SP3杂化形成的晶体,与金刚石结构相似,为闪锌矿结构,属于等轴晶系,空间群为F43m。化学组成为43.6%的B和56.4%的N,具有四种不同的变体。纤锌矿结构的六方氮化硼(hBN)、菱方氮化硼(rBN)、立方氮化硼(cBN)和密集六方氮化硼(wBN),立方氮化硼结构图如下图所示,每一层都是相同的原子(B或N)紧密堆积而成,原子层以ABCABC……排列,晶格常数为a=0.3615nm±0.00001nm,与金刚石的晶格常数相近,N和B原子间距为0.157nm,密度为3.48g/cm3;在cBN晶格中,B-N的键长为0.157nm,B-N键的键角为109°5′。
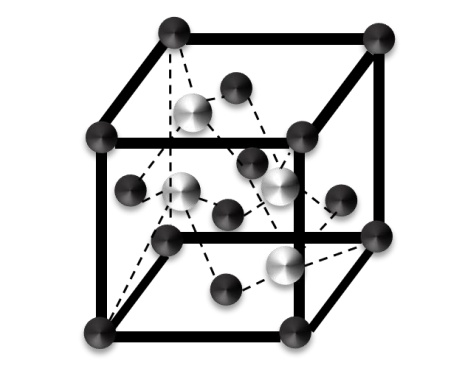
cBN晶体结构图
cBN具有很高的硬度,其莫氏硬度为9.8-10,显微硬度为71540-98000MPa,尽管如此,其硬度仍然略低于金刚石。
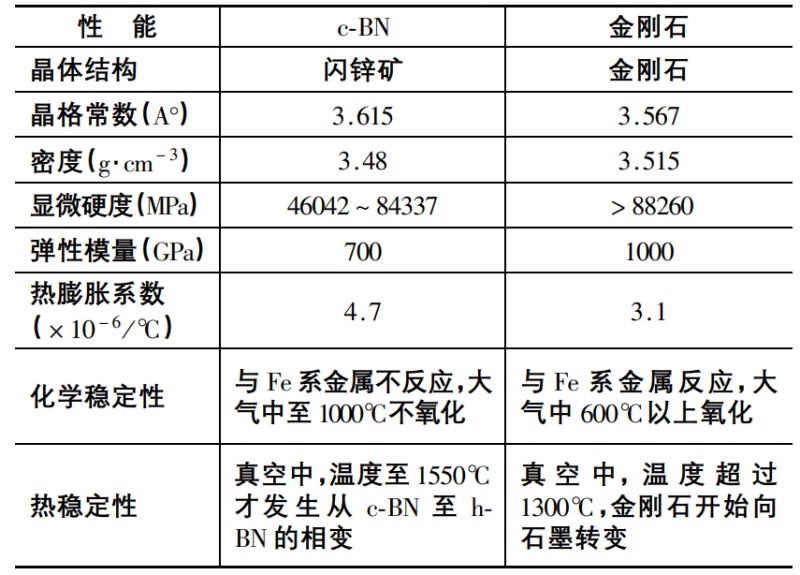
立方氮化硼与金刚石的性能对比
但是,对金刚石而言,只有硬,并不能应对所有的应用。
一方面,由于金刚石的热稳定性较差,在大气中达到600°C时就发生氧化,在真空中达到1300℃~1400℃就会转变为石墨,而cBN的热稳定性要优于金刚石,主要是由于在空气或者O2气氛中,cBN与O2反应生成的B2O3阻止cBN的进一步氧化。此外,真空中立方cBN转化为hBN的临界温度为1773K-1873K,而在5-6GPa的强脉冲加热条件下,转变为六方结构的临界温度为3400-3500K,因此cBN一般不会转变为hBN。
另一方面,金刚石在温度达到700℃时开始溶解于铁或铁合金,而cBN化学稳定性较好,在1150℃以下不与铁系金属反应,因此,金刚石工具也仅可加工非金属材料及一系列有色合金,cBN的应用便是主要填补金刚石这些空缺,特别适合加工各种淬硬钢、冷硬钢等难加工材料。
03.立方氮化硼的应用
cBN单晶热导率可高至1300W·m-1·K-1,而立方氮化硼/金刚石界面室温理论热导率更是能够达到Si/金刚石界面的10倍,因此是理想的导热材料。同时立方氮化硼拥有6.4eV的超宽禁带和极高的巴利加优值(越高性能越好),天生就是造高功率芯片的料,在大功率高温电子器件极具前景。但是目前行业仍然缺乏高质量、大尺寸、低成本的单晶制造技术。目前主要还是应用在超硬领域。
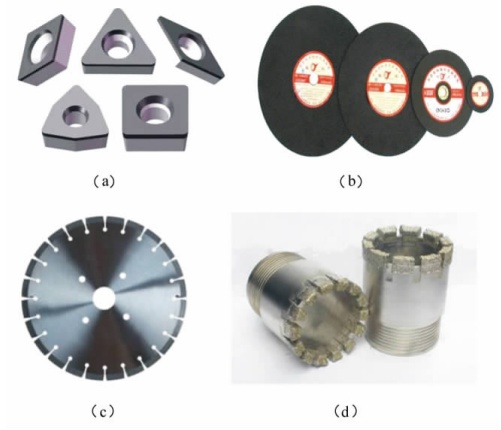
几种超硬材料制品及工具的图像(a.刀片;b.砂轮;c.锯片;d.钻头)
(1)立方氮化硼磨具
cBN磨具是用不同类型的结合剂将cBN磨料粘接在一起并制成一定形状的一种工具,具有极高的使用寿命,被称作“半永久性磨具”。可分为金属结合剂磨具、树脂结合剂磨具、电镀结合剂磨具、陶瓷结合剂磨具四类。这四种磨具中,陶瓷cBN磨具磨削效率高,形状保持性好,耐用度高,易于修整,使用寿命长,因而成为高效、高精度磨削的首选磨具。
cBN磨具应用领域不断扩大,已推广到轴承、汽车、机床、压缩机等行业中普通黑色金属材料的加工。使用过程中大余量粗精磨一次完成,使磨削工件表面呈压应力状态从而提高工件20%~30%的使用寿命,综合降低磨削成本10%以上。
(2)立方氮化硼刀具
由于受cBN制造技术的限制,目前制造直接用于切削刀具大颗粒的cBN仍很困难,为此PCBN(Polycrystalline cubic boron nitride)聚晶cBN得到了很快发展。PCBN是在高温高压下将微细的cBN材料通过结合相烧结在一起的多晶材料,其组织中各微小晶粒呈无序排序,硬度均匀、没有方向性,克服了单晶cBN易解理和各向异性等不足。
PCBN刀具有3种结构形式:整体PCBN刀具、PCBN复合刀片及电镀立方氮化硼刀具,以PCBN复合刀片应用最为广泛。PCBN复合刀片是在强度和韧性较好的硬质合金基体上烧结或压制一层0.5~1mm厚的PCBN而成的,解决了cBN刀片抗弯强度低和焊接困难等问题,既能胜任淬硬钢、轴承钢、高速钢、工具钢、冷硬铸铁的粗车和精车,又能胜任高温合金、热喷涂材料、硬质合金及其他难加工材料的高速切削加工,是实现以车代磨的最佳刀具之一。
04.国产盘子大,但不精
目前我国立方氮化硼产业可以说是“国产盘子大,但不精”。
自1966年11月,郑州磨料磨具磨削研究所便成功生产中国第一颗立方氮化硼,此后20多年中,发展并不尽人意,产品品种少、品级不高、合成技术进展缓慢,彼时国内只有第六砂轮厂、哈尔滨砂轮厂、天津宏坁232厂、辽宁金刚石厂、北京燕郊金刚石工业公司、郑州磨料磨具磨削研究所等。此后,随着国内合成法日渐成熟,加之原料六方氮化硼价格下降,立方氮化硼整体成本随之下降,国产立方氮化硼得到极大发展。

位于河南省郑州市华山路原郑州磨料磨具磨削研究所的大门及门牌
现如今,国内立方氮化硼行业龙头企业就有三家以上,包括河南富耐克、中南杰特、河南飞孟、郑州沈发、开封贝斯科、信阳德隆等。不止如此,如今国内的能够生产的产品品种已多于国外公司,如果算上派生产品或定制产品会更多。
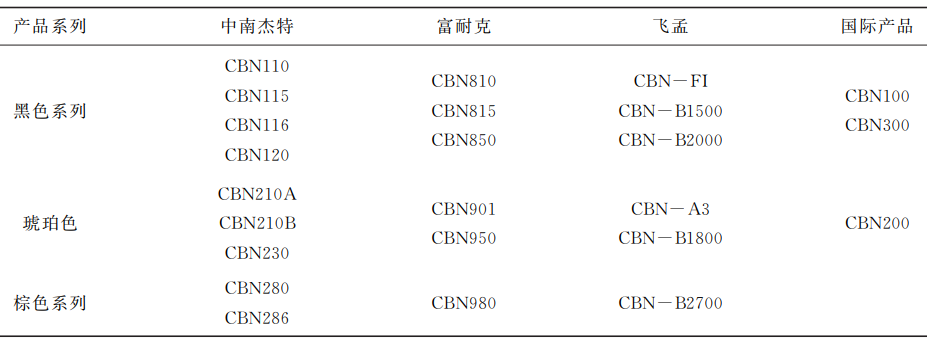
几个生产厂家CBN基本产品系列
目前,我国已是全球最大超硬材料生产国,其中立方氮化硼占全球70%以上,每年45%产量被出口到海外市场,磨料级立方氮化硼单晶产量占全球总产量的60%以上。
从生产规模来看,立方氮化硼单晶年产量国内稳定在6亿克拉以上;立方氮化硼微粉产量随着精密、超精密加工及聚晶立方氮化硼(PCBN)稳步提高,年产1亿克拉以上;立方氮化硼镀覆产品作为派生品种年产量近1亿克拉。
虽然市场一片繁荣,但国内产品仍然集中在中低端,无法生产高端制品所需的50目以上的高品质立方氮化硼单晶,很大一部分依赖进口,产品单价和附加值高的超硬复合材料主要由DI、元素六、日本住友、韩国日进等公司所控制。与此同时,从产品应用领域市场销售量、产品质量水平上相比,国内也存在一定差距。
此外,从细分市场来看,复合式焊接立方氮化硼刀具全球主要厂商为元素六、DI、MegaDiamond、住友、日进等企业,聚晶立方氮化硼刀具领域河南企业则在全球具备明显优势。
未来,无论是在向新领域渗透或是产品质量提升方面,我国的立方氮化硼产业仍有很长的路要走。
参开来源:
[1]张旺玺等.超硬材料合成方法、结构性能、应用及发展现状
[2]付斌.菜刀是超硬材料走过的一段弯路吗?.果壳
[3]王光祖等.中国立方氮化硼产业发展概况与展望
[4]马金明等.聚晶立方氮化硼材料国内外研究现状与进展
[5]孙坤.聚晶立方氮化硼的制备及机械性能研究
[6]李重阳.立方氮化硼的性能和应用
(中国粉体网编辑整理/山川)
注:图片非商业用途,存在侵权告知删除