看了中药制丸机的用户又看了
 留言询价
留言询价
虚拟号将在 180 秒后失效
使用微信扫码拨号
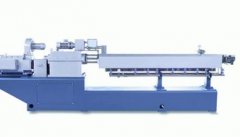
产品简介:
ZW系列中药制丸机是我公司研发人员综合国、内外**技术研制的新产品。主要用于药厂和医院制剂室,也可用于食品等行业类似物料的制丸加工。
主要技术特点:
1、自动化程度高。喂料后一次连续成丸。
2、丸形好。大小一致、圆度好,不需要筛选。
3、工艺路线短。球形丸经过上光和干燥灭菌后即可包装。与泛丸工艺比,缩短了工艺路线。
4、药丸易崩解。同泛丸比,明显地缩短了崩解时间。
5、性能稳定、适应性广、可靠性高。
6、操作简单、易于清洁、维护方便。
工作原理:
将混合好的物料放入料盘中,然后喂入锥形料斗内,在推料螺旋的挤压下物料从安装在锥斗下部的模板孔中被挤出形成两根等径圆柱条,两根圆柱条在自控导轮的控制下经自控轮、条架、引导轮和导向架同步进入制丸刀槽,制丸刀同时作圆周运动和直线运动,将圆柱条均匀切节并搓成大小相等的球形丸。
技术参数:
型号:ZW-200
规格(mm):4-8
小丸出条(根):2
产量(kg/h):5-40
电压(V):380
总功率(W):1800
外形尺寸(cm):95*70*120
重量(kg):280
操作步骤:
1、开机准备
检查齿轮箱及减速器的油位应保持在规定范围。
检查制丸刀是否对正、拧紧。
检查自控系统是否灵敏。
检查推料系统安装是否正确。
检查酒精系统是否正常。
打开酒精系统开关。
2、开机
打开电源开关,启动推料开关,调整好推料速度,加入药坨待药条光滑后,启动切丸、搓丸开关,调整切丸速度使其与推料速度匹配,将药条引入制丸刀槽中,即可工作。
挂条挠度
挂条挠度应保持一致。
3、加料
运行中均匀向料斗内加料,要加满,以不溢出为准。
4、切丸速度的调整
根据出条速度,使切丸速度略高于出条速度,保持药条贴在自控轮的下部。
5、酒精开关的调整
酒精滴的大小及数量以不粘刀为准。
操作注意事项:
1、投料时不得有异物进入料斗(特别要防止工具进入料斗)
2、清洗时不得划伤出条模板孔。
3、更换品种时,应将与药物接触的部位全部清洗干净,更换相应的制丸刀及出条模板。
4、时刻注意设备的运行情况,一有异常,应立即停机检查,排除故障。
减速器及齿轮箱机油面应保持在规定范围,正常运行情况下6个月更换新油一次。
部件拆装:
1、出条模板的拆装
用专用扳手卸下推料器下部的推料螺母,打开推料开关,出条模板被物料推出。
2、制丸刀的拆装
拆卸时先卸下轴端螺母,然后用专用拨轮器分别卸下两把制丸刀。
安装时,应保持轴线平行。
3、弹簧的拆卸
卸下制丸刀后,用扳手卡住刀轴,从设备正面看,右侧刀轴上的螺纹为右旋,左侧为左旋,卸下法兰座上的螺钉后,旋转刀轴,使齿轮与齿轮轴分离,然后将刀轴向外抽,可将法兰座、齿轮轴、刀轴及弹簧一起抽出。去掉法兰座、齿轮轴再更换弹簧,弹簧分左、右旋,左侧为左旋,右侧为右旋。
4、导向键的拆卸
在拆下法兰座后,压紧弹簧,将齿轮轴向外抽动10毫米的距离取出导向键。
故障、故障原因及排除方法
故障 | 故障原因 | 排除方法 |
丸与丸之间连接不断 | 制丸刀没有对正、药太硬、药太粘 | 对正制丸刀、处理药物、将制丸刀刀刃部搓成锯齿形 |
丸形呈方块形 | 药料硬,药性粘 | 将制丸刀R弧面,划成弧线沟,使制丸刀与药丸之间的摩擦力增加 |
出现异常声音不搓丸不切丸 | a.刀轴与齿轮轴卡死 b.弹簧断 c.齿轮轴与齿轮螺纹松动 | a.刮研刀轴与齿轮轴的接触面 b.更换弹簧 c.旋紧齿轮轴与齿轮 |
推料与切丸速度不同步 | 自控失灵 | a.检查接近开关磁头与金属片之间距离 b.更换接近开关 |
1、自动化程度高。喂料后一次连续成丸。
2、丸形好。大小一致、圆度好,不需要筛选。
3、工艺路线短。球形丸经过上光和干燥灭菌后即可包装。与泛丸工艺比,缩短了工艺路线。
4、药丸易崩解。同泛丸比,明显地缩短了崩解时间。
5、性能稳定、适应性广、可靠性高。
6、操作简单、易于清洁、维护方便。
 中药制丸机的工作原理介绍?中药制丸机的使用方法?中药制丸机多少钱一台?中药制丸机使用的注意事项中药制丸机的说明书有吗?中药制丸机的操作规程有吗?中药制丸机的报价含票含运费吗?中药制丸机有现货吗?中药制丸机包安装吗?
中药制丸机的工作原理介绍?中药制丸机的使用方法?中药制丸机多少钱一台?中药制丸机使用的注意事项中药制丸机的说明书有吗?中药制丸机的操作规程有吗?中药制丸机的报价含票含运费吗?中药制丸机有现货吗?中药制丸机包安装吗? 手机版:
手机版: