



认 证:工商信息已核实
访问量:109966
一、产品用途和特点
该机是化工、轻工、食品、医药等行业生产过程中进行固液分离的理想过滤设备。该机具有如下特点:
结构紧凑,占地面积小;
过滤效果好,损耗低;
机械排渣,劳动强度低;
生产率高;
两台并联使用可实现连续生产。
二、主要规格及参数:
过滤面积分为4m2、8m2、10m2、12m2、15m2、20m2、30m2、40m2、50m2、60m2、80m2、;主要规格及相应外形尺寸见下表:
| 型号 | 过滤面积(m2) | 筒体直径(mm) | 滤片间距(mm) | 进口 |
出口 (mm) |
溢流口 |
排渣口 (mm) |
高度 (mm) |
主机重量 (kg) |
| DH-4 | 4 | 550 | 70 | Dg50 | 80 | Dg32 | 300 | 2300 | 600 |
| DH-8 | 6.5 | 650 | 70 | Dg50 | 80 | Dg32 | 400 | 2400 | 800 |
| DH-10 | 10 | 800 | 70 | Dg50 | 80 | Dg32 | 400 | 2400 | 1000 |
| DH-12 | 12 | 900 | 70 | Dg50 | 80 | Dg32 | 400 | 2400 | 1200 |
| DH-15 | 15 | 900 | 70 | Dg50 | 80 | Dg32 | 400 | 2600 | 1300 |
| DH-20 | 20 | 1100 | 70 | Dg50 | 80 | Dg32 | 500 | 2600 | 1700 |
| DH-30 | 30 | 1200 | 70 | Dg50 | 80 | Dg32 | 500 | 2800 | 2200 |
| DH-40 | 40 | 1300 | 70 | Dg70 | 80 | Dg50 | 600 | 2800 | 2800 |
| DH-50 | 50 | 1400 | 70 | Dg70 | 80 | Dg50 | 600 | 3100 | 3000 |
| DH-60 | 60 | 1500 | 70 | Dg70 | 80 | Dg50 | 600 | 3100 | 3500 |
| DH-80 | 80 | 1600 | 80 | Dg80 | 80 | Dg50 | 800 | 3100 | 4000 |
相关参数:
工作压力:0.1~0.49Mpa; **工作压力:0.6Mpa;
设计温度:≤150℃; 振动频率:3000~4500次/分钟;
振动器空气压力:0.45~0.6Mpa; 渣中液体含量:≤ 5%;
液体中固形物含量:0.05%~0.2%;
三、结构简介
如图,DH型过滤机主要由罐体部分、提升机构、振动器、滤网、排渣蝶阀总成、压力显示部分组成。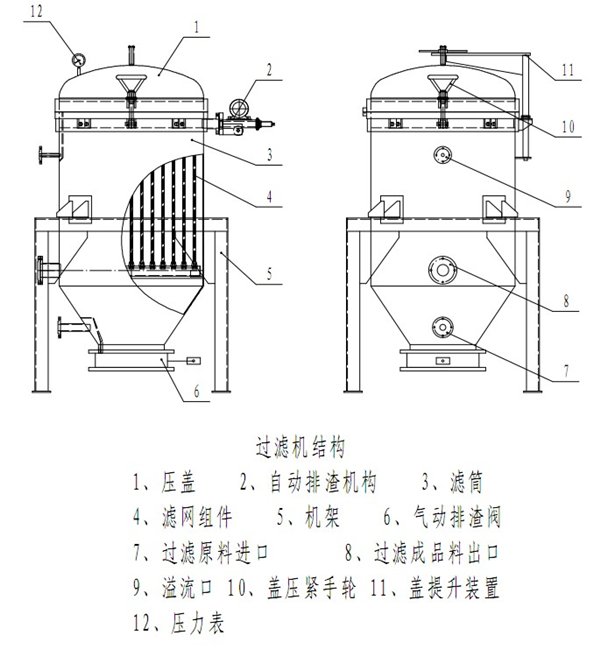
四、工作原理
该机属于压滤设备。压力泵将待滤液经进液管泵入罐内,并充满。在压力的作用下,带滤液中的固体颗粒被滤叶上的滤网截留,并逐步在滤网上形成滤饼,待滤液不断在压力作用下透过滤饼、滤叶,经滤嘴进入出液管流出罐体,从而得到清澈的滤液。
随着过滤的时间增加,被截留在滤叶上的固体颗粒越来越多,使滤饼厚度不断增加,这样使过滤阻力也不断增大,罐内压力逐步升高,当压力升高到一定值时就必须排渣。
停止向罐内泵入待滤液,并将压缩空气经溢流管吹入罐内,将罐内剩余待滤液压出到另一台压滤机或其他容器内,液体排空后,向罐内通入蒸汽吹干滤饼,关闭蒸汽,打开排渣蝶阀,启动振动器,使滤叶振动,将滤叶上的滤饼振落经罐体下方的排渣阀排除罐体。
五、安装
按工艺要求,将振动排渣过滤机置于预先准备好的合适的平台上,拧紧支腿固定螺栓,按本说明书中的各个接口说明图接好管路;
注意:所有阀门、视镜等需接近操作处在安装时应留出空间,以便于操作和观察。
将外置执行部分如:集成控制器与振动体、蝶阀执行机构、空气和蒸汽控制管路等连接好。
六、操作与使用
开车前的准备
①、检查蒸汽、压缩空气压力是否符合要求,超压或欠压都会影响过滤机的正常工作,油雾器按说明书要求加装机油;
通向罐内的蒸汽压力:0.3~0.5Mpa;
通向罐内压缩空气的压力:0.6~0.8Mpa;
振动体或蝶阀执行机构压缩空气的压力:0.45~0.6Mpa;
②、按工艺流程图要求接好管路,并检查管路是否正确;
③、检查过滤机支座螺栓是否拧紧;
④、检查提升机构是否灵活可靠,并打开罐体盖,检查滤叶是否按正确位置装好,里外半轴是否已将滤叶加紧;
⑤、检查罐体边沿密封条是否嵌入密封槽中,是否有损坏;
⑥、将罐体盖复原,均匀地拧紧快开螺栓;
⑦、检查振动体固定螺栓是否拧紧,然后启动振动器,检查其工作是否靠靠,有无异常声响,如有异常声响,应查明原因并予以排除;
⑧、在检查排渣蝶阀安装螺栓无误后,启动蝶阀执行机构,检查蝶阀开闭是否灵活、到位;
⑨、关闭所有阀门,只留视镜前的一个阀门常开。视镜破裂时关闭此阀门以更换视镜玻璃。
操作步骤
①、确定除视镜外的所有阀门关闭后,准备开始装罐;
②、打开泵阀门和溢流阀门,启动注入泵,开始进液,当从上视镜看到有大量液体流动时,说明罐内液体满了;准备开始循环;
③、打开循环阀门,关闭溢流阀门,(如果压力上升过快,可以视情况将溢流阀门开启一点)开始循环;
④、注意中间视镜内的液体,当液体变得清澈时,打开清液阀门,关闭循环阀门,开始正式过滤;
⑤、过滤一段时间后,罐内压力逐渐升高,当压力升高到一定值时就须排渣。需要排渣时,先启动空压机,准备压缩空气;当压缩空气压力达到0.6Mpa时,关闭进液阀门,停止向罐内注入滤液,稍打开空气阀门,当观察到中间视镜内有液体变浑浊时,打开循环阀门,关闭清液阀门;当看不到中间视镜里有液体时,打开排液阀门,基本关闭循环阀门;当下视镜里也看不到液体时,即可关闭排液阀门。打开蒸汽阀门,通入蒸汽,关闭压缩空气阀门;持续20~35分钟蒸汽将滤饼吹干(也可延长吹入蒸汽的时间,进一步降低滤饼中的含液量);
⑥、卸渣:打开排污阀门,关闭循环阀门,将罐体内的剩余待滤液排净,关闭蒸汽阀门,当罐体内没有压力时,打开卸料蝶阀,启动振动体,将滤渣卸掉;
⑦、关闭所有阀门,准备下次过滤。
过滤操作时的注意事项
①、如果滤罐中的待滤液液位降到视镜液位时,就要打开循环阀门,并关闭清液阀门,使滤清液回流到滤罐中形成循环,直到待滤液位重又回到工作液位时,再打开清液阀门,关闭循环阀门;为保证滤饼的稳定性,应控制循环阀门的开、闭程度以调整待滤液体的流速保持基本恒定;
②、振动排渣过滤机**工作压力为0.45Mpa,**工作温度为150℃,操作时应严格注意控制上述指标,不得超过要求!
③、振动体*长的连续振动时间不超过10秒钟!
④、滤饼不要堆积得太厚,只有在相邻两滤叶间的滤饼不接触时,滤饼才能被吹干且能振掉。如果滤饼相互接触而又继续泵入待滤液,则罐内压力会迅速升高,滤叶很快变形损坏甚至发生危险!
⑤、不准回流或倒吹滤叶,否则会胀暴甚至将滤网从框架上撕下!倒吹清理滤饼也会因一部分滤饼的脱落而使空气从这里“短路”,大部分未脱落的滤饼照样会附着在滤叶上;
⑥、为了确保滤饼的稳定形成以达到良好的过滤效果,在过滤时尽量不要中断滤液流过滤网(滤饼),不要完全关闭滤清液出口管道上的阀门,总之尽量避免通过滤饼的滤液流量的波动。
七、故障原因及排除
过滤过程的故障及排除
①、梨形滤饼:梨形滤饼是指滤叶下部的滤饼比上部的滤饼厚。出现这样的情况会减少过滤机的可利用空间,导致过滤速度的降低。造成这种情况的原因一般是由于停留在罐体内的滤液中的固形物沉降引起的,可通过让多余的滤液从溢流口回到滤液储罐来消除这种现象。
②、过滤后的液体仍然浑浊:引起这种现象有多种因素,诸如助滤剂太粗糙、滤叶表面有损坏、滤框边缘未将滤网压紧,有缝隙、滤嘴O型圈密封不良、过滤压力不稳定、待滤液中含有气泡、滤清液管道中有异物等等;
如果助滤剂颗粒太粗糙,应调整助滤剂颗粒细度;滤叶上的滤网破损,应更换滤网;滤嘴O型圈密封不良,则更换O型密封圈;严格按程序操作,严密控制罐体内压力波动;待滤液中的气泡,可以提高储罐的真空度加以消除;滤清液管道中的异物,应及时清除;
③、过滤压力上升太快和过滤周期太短:压力上升太快一般是滤网堵塞所致,原因有助滤剂颗粒过细、泵的流量过大等,应给予修正;如果滤网并未堵塞,而压力仍然上升很快,过滤周期仍很短,可在待滤液中加入一些大颗粒的助滤剂,加入的量通常为悬浮液重量的2.5% 即可。
振动器的故障及排除
①、检查弹簧是否损坏,如果损坏,应立即更换;
②、检查空气压力是否足够,如果不够,调节空压机的调压阀,使空气压力达到0.6~0.8Mpa;
③、是否有润滑油,如油雾器中的润滑油不足,应补充润滑油;
④、拆开振动体检查其内部是否有污垢,如有污垢,应予以清除后重新装配使用;
蝶阀故障及排除
①、蝶阀泄露:应首先检查蝶阀是否处于完全关闭状态,如未完全关闭,调整蝶阀执行机构,直至将其完全关闭;其次检查蝶阀执行机构是否能正常工作,并排除相应故障,如空气压力不够、蝶阀执行机构气缸密封圈损坏、蝶阀转轴是否到位等,及时给予排除;
②、如果蝶阀处于完全关闭状态仍然有泄露,则可能是蝶阀密封圈损坏,更换蝶阀密封圈;
罐体盖泄漏
①、如发现罐盖与罐体结合面泄漏,应首先检查链接罐盖的六个快开螺栓是否松动,如松动,需拧紧;拧紧这六个螺栓时要对角、顺序、均匀地逐步拧紧,否则会造成罐盖与罐体之间的密封圈受压变形不均匀,容易渗漏;
②、如果快开螺栓已经均匀地锁紧,仍然有渗漏,说明密封圈已老化、破损,需要更换,密封圈的更换方法如下:
按照罐口(密封槽)的周长,截取相应尺寸的密封条(可长不可短);
将密封条沿密封槽围城一圈,在截去多余的密封条时将密封条的两端切成相对应的45 角的切口;
用301胶将密封条粘接在一起,形成一个圈;
将粘接好的密封圈接口处先压入密封槽中,并以该处为零点,分别在90 、180 、270 处将密封圈压入密封槽,然后再将其与部分压入密封槽,密封条不得有褶皱;
合上罐盖,拧紧快开螺栓。
八、维护和保养
、每班工作前后,检查振动器的国定螺栓以及外半轴的紧固螺母是否松动,如松动,应马上拧紧;
、每班工作前,检查罐盖快开螺栓是否松动、铰链是否牢靠,如有异常,应及时排除异常;
、每班工作前后,细检查油雾器中的润滑油情况,及时补充润滑油。
- 推荐产品
- 供应产品
- 产品分类