 手机版
手机版
 关于我们
关于我们 加入收藏
加入收藏

广州恒尔电子设备有限公司
2 年 白金会员
白金会员
白金会员 已认证
已认证
拨打电话
获取底价
提交后,商家将派代表为您专人服务
广州恒尔电子设备有限公司
白金会员已认证
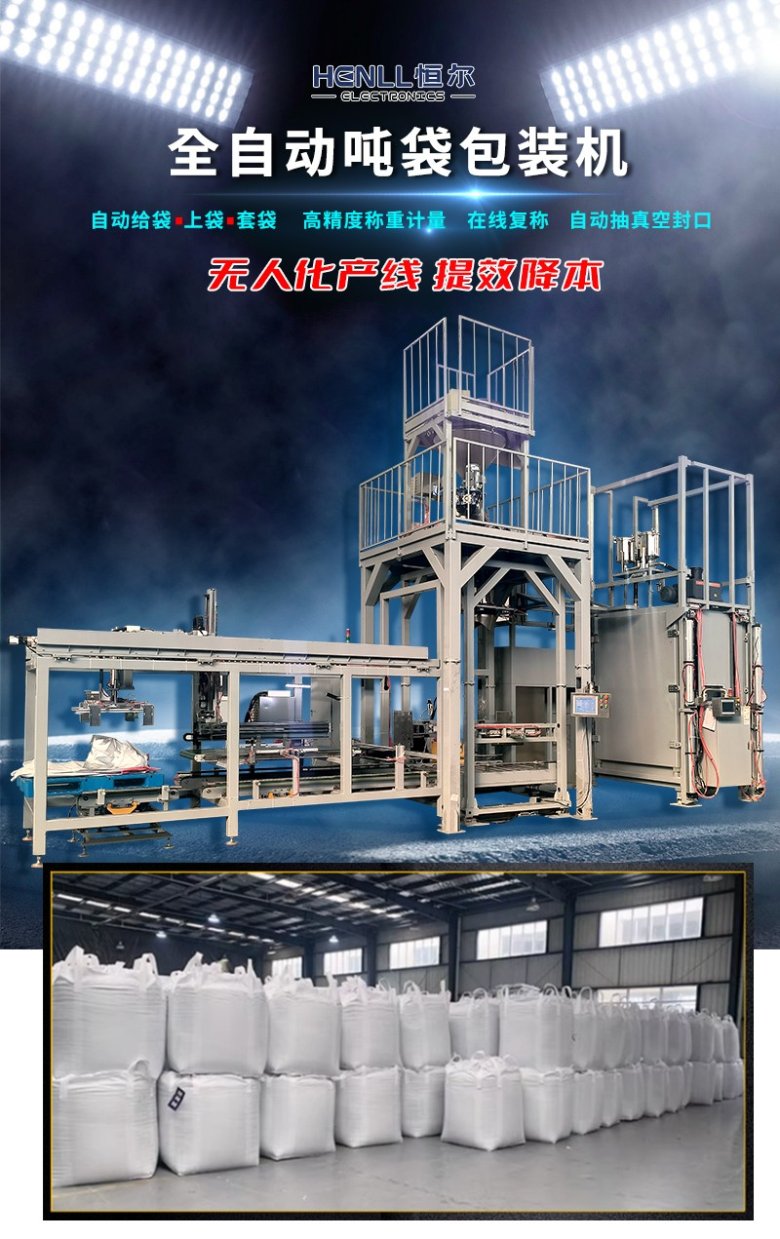
全自动吨袋包装机:开启智能包装新纪元,以自动给袋与抽真空封口重塑行业标杆

在工业制造领域,高效化、智能化与环保化已成为企业发展的核心诉求。
全自动吨袋包装机凭借自动给袋与自动抽真空封口两大核心技术,不仅解决了传统包装效率低、
成本高、密封性差的痛点,更以创新设计推动行业迈向智能生产新高度。
一、核心功能:自动化技术赋能全流程
1. 智能自动给袋系统
全自动吨袋包装机通过机械臂+AI视觉识别技术,实现从袋体抓取、袋口定位到精准套袋的全流程无人化操作。
精准定位:机械臂可适配不同规格吨袋,自动完成撑袋、挂袋动作,误差率低于0.1%,确保包装稳定性。
高效供袋:集成自动供袋系统,支持连续作业,单台设备可替代4-6名人工,包装效率提升60%以上。
2. 高效抽真空封口技术
针对易氧化、易受潮物料,设备搭载真空抽气模块与热熔封口系统,实现密封性与生产效率的双重突破。
真空密封:抽真空后袋内空气残留量≤0.5%,有效隔绝氧气与湿气,延长物料储存周期,减少运输损耗。
智能封口:采用热合或超声波封口技术,封口强度提升30%,可承受高强度运输振动,避免泄漏风险。

二、技术优势:精准与环保并行
1. 高精度与灵活性
称重误差≤0.5%:通过高精度传感器实时监测物料流量,动态调整填充速度,确保每袋重量一致。
多场景适配:支持液体、粉末、颗粒等多种物料包装,并可定制抽真空强度与封口参数,满足化工、食品、医药等行业特殊需求。
2. 绿色生产与成本优化
粉尘控制:封闭式灌装与除尘系统减少物料逸散,改善车间环境,符合环保生产标准。
降本增效:自动化流程节省人力成本,真空包装减少仓储空间占用,综合运营成本降低40%以上。
三、应用场景:跨行业解决方案
1. 化工行业
防腐蚀密封:抽真空技术保护强腐蚀性物料,避免与空气接触引发化学反应,保障生产安全。
防爆设计:适用于易燃易爆物料包装,设备通过防爆认证,降低安全隐患。
2. 食品与医药领域
延长保质期:真空包装有效抑制微生物滋生,确保食品与药品在运输、储存过程中的品质。
无菌环境:全封闭操作减少人工接触,符合GMP洁净生产要求。

四、未来展望:智能升级持续领航
全自动吨袋包装机已集成物联网数据监控与智能码垛系统,未来将通过AI算法优化包装参数,实现预测性维护与远程运维,助力企业构建数字化生产线。
选择全自动吨袋包装机,不仅是效率的升级,更是品质与竞争力的飞跃。 以智能技术为核心,以客户需求为导向,我们致力于为全球企业提供更安全、更环保、更经济的包装解决方案!
最新动态
更多





虚拟号将在 秒后失效
使用微信扫码拨号


 上一篇
上一篇